

Anycubic Photon
Pros
- Sleek self-contained look that is easy to setup
- Excellent quality prints at 50 micron layer height
- Extremely competitive price point
Areas for Improvement
- No remote control or monitoring options
- Small build area
- No scraping mechanism for build plate
- Photosensitive resin is toxic and has a strong odor
- Troubleshooting issues where layer support is necessary takes time and skill
Our review of the best budget resin (SLA) 3D printer, the Anycubic Photon 3D printer. Instead of reviewing after a week I decided to use the printer for a few months in order to obtain a better understanding of the longevity of the device. I’m pleased to say that 12 weeks in and I’m still very happy with the machine. I have many successful prints (and a few failed ones that we’ll discuss below). If you are in need of a 3D printer which can create extremely detailed prints and don’t require a large build volume then the Photon is the printer for you.
Printer Specifications
Printer Size: 220mm (length) x 200mm (depth) x 400mm (height)
Build Volume: 115mm (length) x 65mm (depth) x 155mm (height)
Printing Technology: Digital Light Processing
Printing Material: 405nm photosensitive resin
LCD Screen Resolution: 2560 x 1440
XY Resolution: 47 microns
Minimum Layer Height: 10 microns
Suggested Layer Height: 25-100 microns
Out Of The Box Impression
The Photon comes out of the box pretty much ready to go. The only assembly, and I hesitate to even call it that, is to install the door handle which takes a few screw turns. You will need to install the resin vat and build plate, something you’ll be doing every print anyways. Included with the printer itself are some additional accoutrements

- Tools (a few Allen keys and a plastic scraper)
- Two replacement FEP films
- A pair of nitrile gloves
- A surgical mask
- A USB flash drive
- 500ml of Resin (most likely translucent green)
- 15 single use paint strainers
The Photon does not have the ability to be controlled by an outside computer. Sadly there is no Ocotprint functionality here. You will control everything from a small touch screen in the base of the printer. It is not the most responsive touch screen so don’t expect it to match your iPhone.
It is completely serviceable though and in reality you don’t really need to interact with it too much.
The USB stick comes with a copy of the Photon slicer and a pre-sliced test print file. It might be exciting to ignore the test print file and jump right into printing something fun. The risk to this is if your custom print doesn’t work (like mine didn’t) then you don’t know the cause.
You really want to know if the issue is your slicing or the machine itself. I know it is boring but run the test print first. It is a hollow lattice cube designed to print with no supports and it takes almost no resin.

Test cube mid printing Test cube on the build plate


Additional Supplies You Will Want
Right off the bat you should get a pair of safety glasses and a big box of nitrile gloves. Gloves are meant to be disposable and are for your protection, don’t skimp here. A nice clean place to work is essential. I suggest using an old aluminum baking sheet as it’ll keep any spilled resin contained and you probably have one sitting around the house which you need to replace anyways.
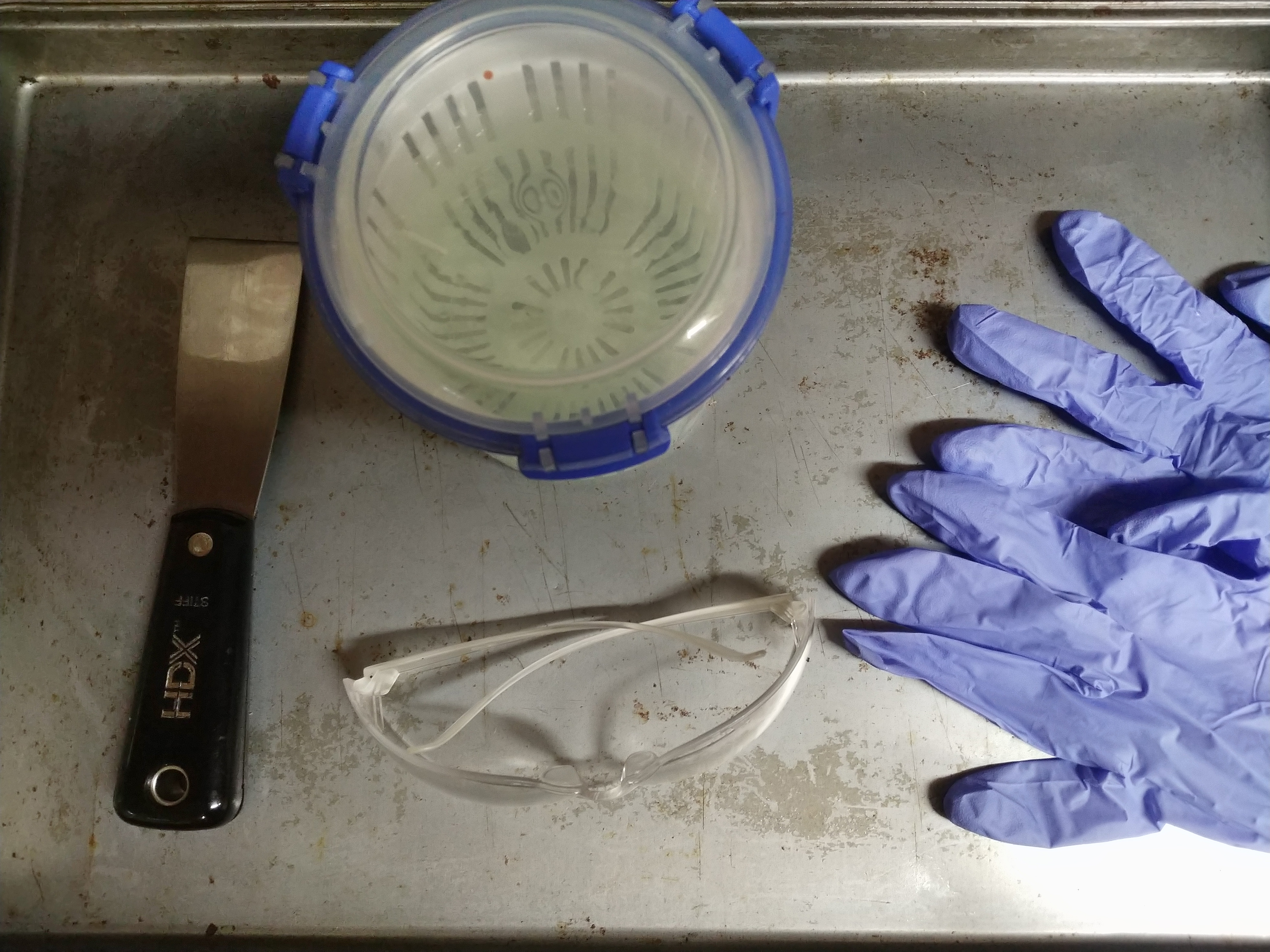
Resin prints require a lot of post processing (we’ll talk about that in a bit). You’ll need some containers to clean your prints in and lots of isopropyl alcohol (the higher percentage the better). I’ve been using these pickle strainers for everything but my larger prints. The plastic scraper they give you is fine but I upgraded to a metal one. Sprayway cleaner is amazing at cleaning up spilled resin and your build plate, go ahead and get yourself a can.
Cleaning the aluminum of the resin vat can be done with paper towels and alcohol or eyeglass lens wipes. The FEP is very delicate and shouldn’t be cleaned with something abrasive like a paper towel. A few microfiber cloths would be worth picking up for this purpose. These little mini squeegees are excellent for cleaning the build plate and FEP.
A funnel would be a good idea as well, you’ll need to move your uncured resin back to the bottle to protect it.
The included flash drive is cheap so maybe go ahead and replace it with a new one. The file sizes for your prints are not big so no need to splurge here, just use one you trust. You will also need a solution for curing your prints. I have a suggestion on how to build an inexpensive curing box.
You could of course just use the sun if you aren’t in a rush.
Let’s Address The Elephant In The Room
Photoreactive resin is not a pleasant material in its uncured state. Read the documentation, it is pretty toxic when liquid and it does have a significant odor. Some resins are worse than others but all of them have a smell. You are not going to want this printer in your bedroom or office.
A garage, utility room, or shed will likely be better locations. There are also options for venting the printer externally if that is needed.

I think the concern about odor is a little overblown. I deal with chemical smells on a daily basis at work, so maybe I’m desensitized. Some people will want to wear a respirator when working with the resin, don’t use the cheap surgical mask that came with the printer, it is worthless.
Protective glasses and gloves are a must, please get these. The resin is very sticky, assume that anything in your work space will end up contaminated with it.
What Is Digital Light Processing (DLP)?
The Photon prints with a process called Digital Light Processing, DLP for short. The basic design is that there is a UV light source, LCD panel, FEP film, UV reactive resin, and build plate all sandwiched together. When it is time to print a layer the printer lowers the build plate to the desired layer height from the FEP film.
The printer then sends the mask pattern to the LCD. The LCD screen will then turns the areas to cure transparent, leaving the rest opaque. The UV lamp illuminates for the desired time to cure that layer of resin. Once the lamp is off the build plate peels the newly cured layer of resin off the FEP film.
The Photon does not have a scraping mechanism to release the cured layer from the FEP meaning that the release is purely based on the force of the build plate moving upwards. This is important for support placement (more later).
This process is often considered a subset of stereolithography (SLA for short). The key defining factor of DLP versus other SLA printers is that DLP printers instead cure a single layer at once using a LCD panel. Other more expensive SLA printers utilize a UV laser where the beam is moved across the build surface curing the resin.
There are trade offs to both technologies. DLP is slightly faster but creates small three dimensional pixels (called voxels) due to the limits of resolution of the LCD screen. The X/Y resolution of the Photon is 47 microns so at a layer height of 50 microns they’ll be roughly cubes.
Leveling The Build Plate
If you have done any 3D printing before then you understand how important leveling your build plate is. Unlike an FDM printer where you can watch as your first layer is built and either adjust or abort the print if it isn’t correct, you cannot see the print for some time as it is blocked from view by the vat. There is a bit of a trick to tell if your print is adhering to the build plate though, listen.
When the build plate peels off the FEP you should hear a snapping sound as the newly cured layer detaches from the film. If you don’t hear that on the first few layers then you might have a problem.
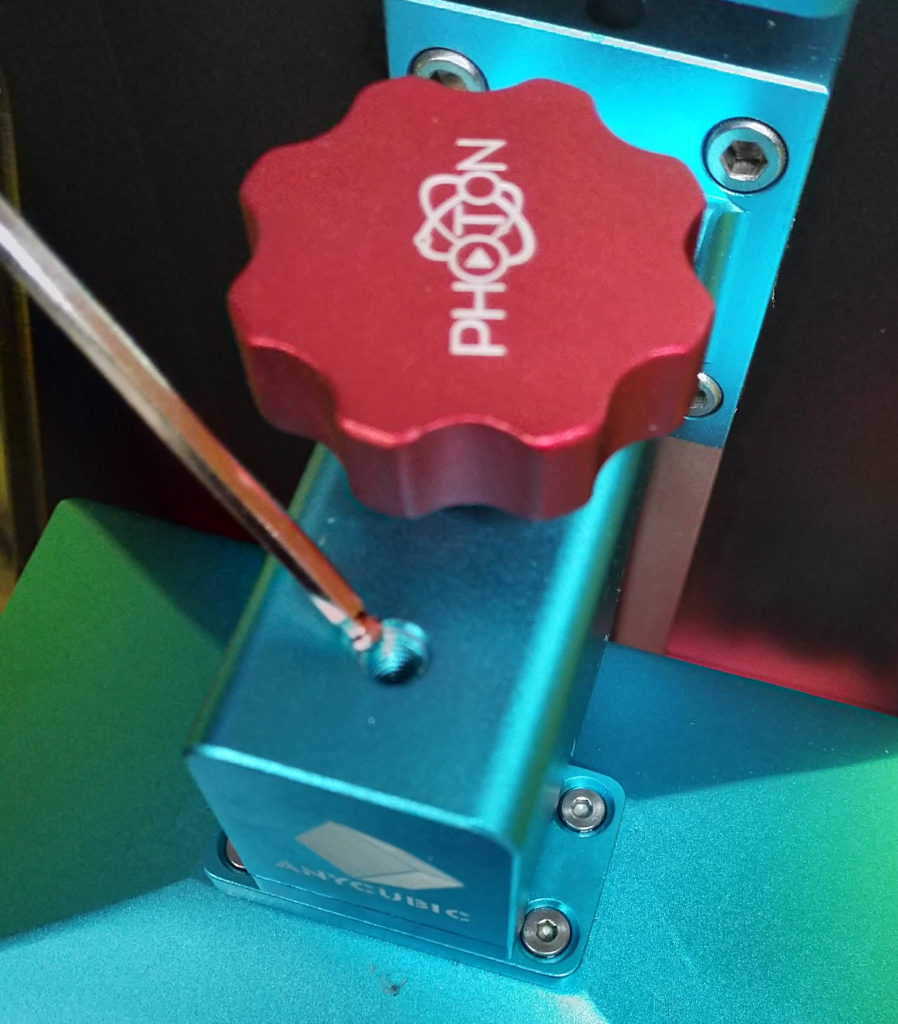
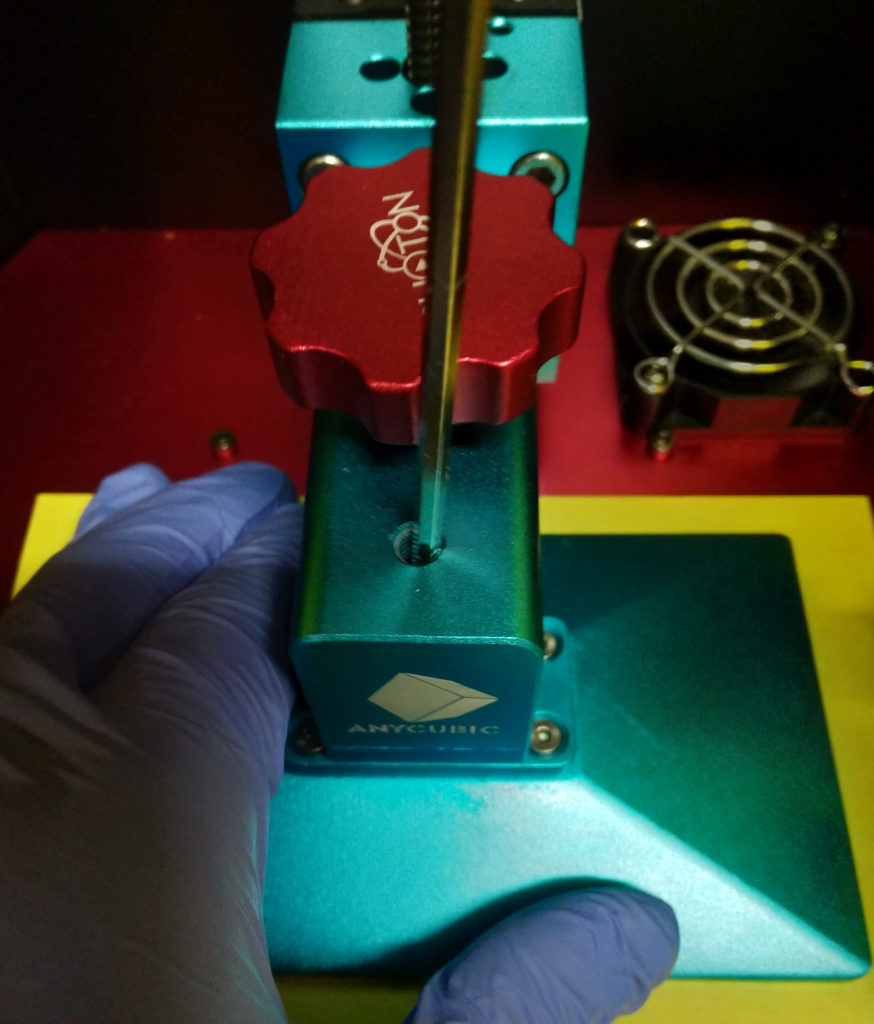
Loosen the hex screw on top of the ball joint until it swivels freely, then tighten it until it swivels with just a bit of force
Leveling the build plate is a fairly manual process and one that you will be repeating a lot. To remove a print from the build plate you’ll be removing the build plate from the printer and scraping it, after a few prints you’ll likely have altered your leveling enough to cause issues.
I tend to re-level my plate every 2-3 prints for small items and I do it every time for anything large that has a long print time.
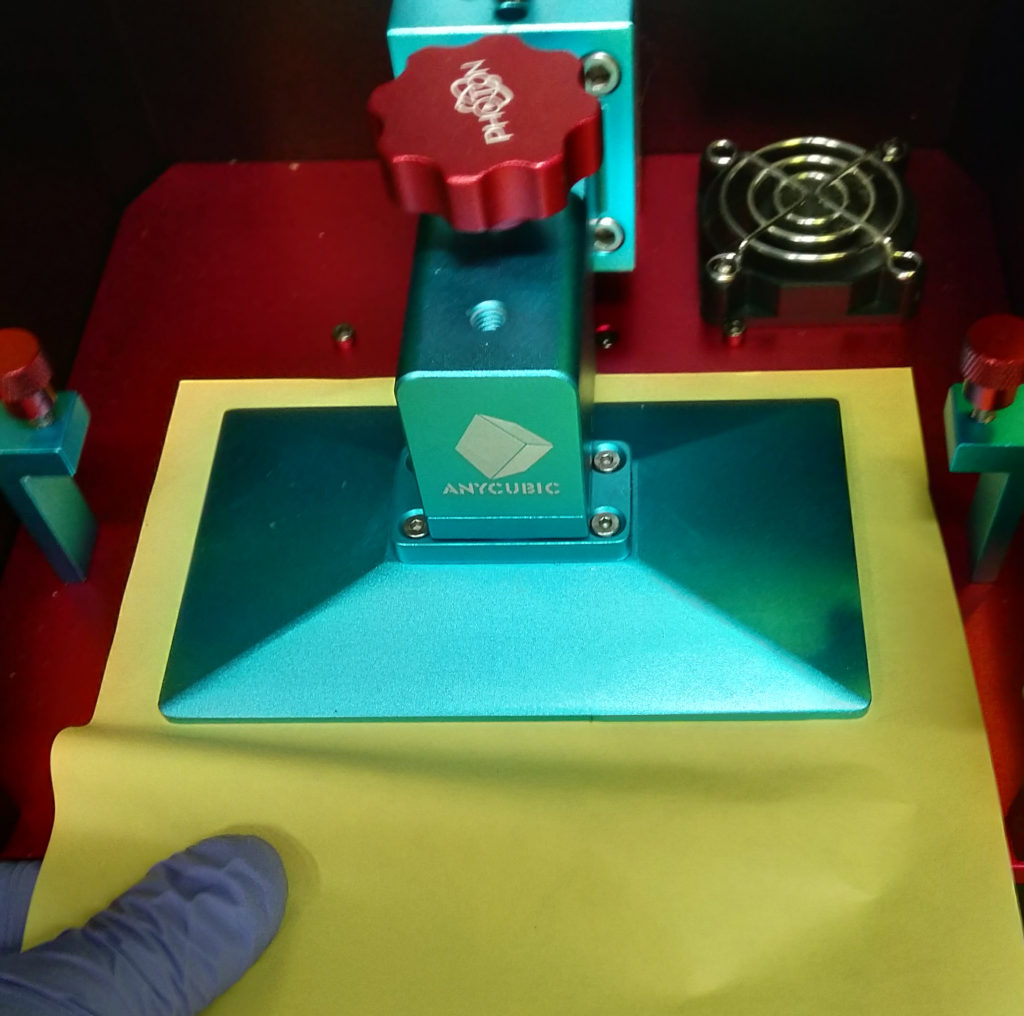
Place a sheet of paper under the build plate and lower it to the home position
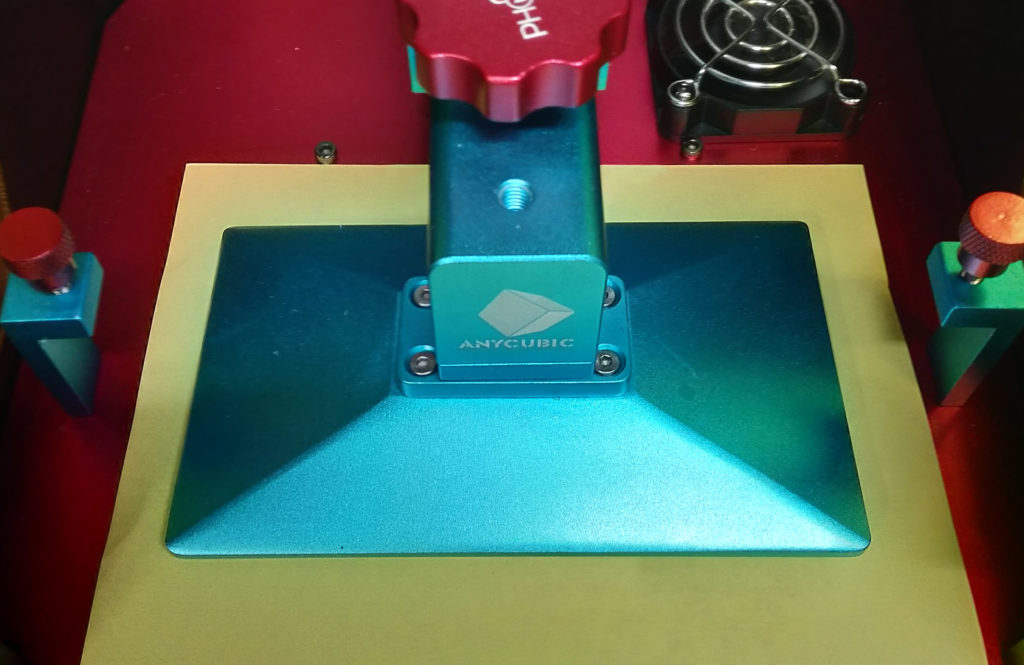
Anycubic states that the build plate should be the width of a sheet of paper from the LCD screen. After removing the vat you take a sheet of paper, cut down to fit in the printer, and place it on the LCD screen.
You must loosen the hex screw on the build plate in order to free up the ball socket joint. Do not over loosen this screw.
A good method I’ve found is to loosen it until it moves freely and then tighten it back up to where it requires some force to move. In the settings menu on the printer you hit the Home button which brings the build plate down to the home position.
Step the Z height lower very slowly while pulling the paper in and out testing for resistance and then adjusting the angle of the build plate as necessary. You are finished when the paper can be pulled out but not pushed back under and the resistance is even across the plate side to side and front to back.
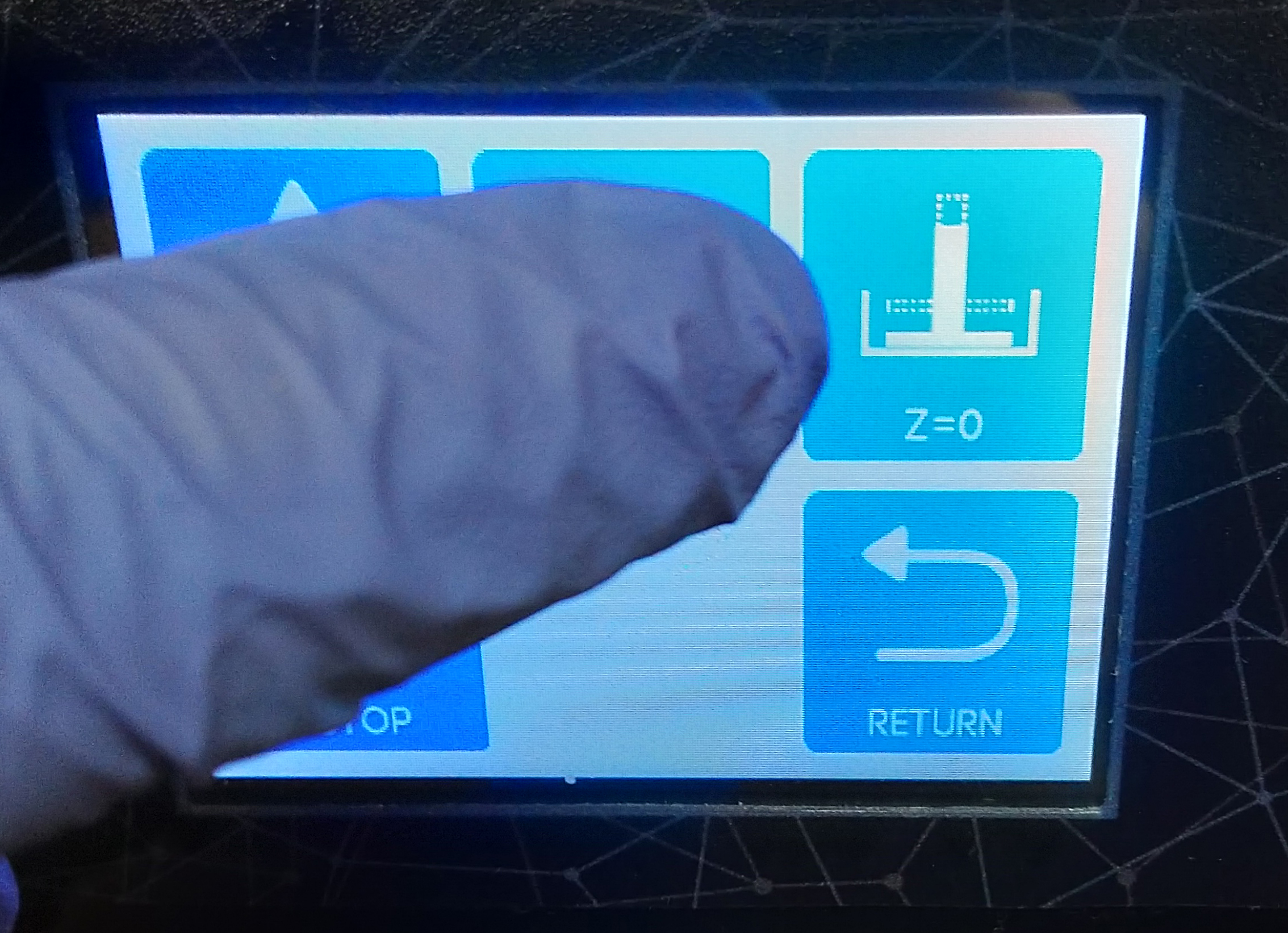
Home is not Z=0, do not confuse these. Once the build plate is at the home position you then slowly step the build plate down in Z height moving the paper back and forth until you feel resistance. Most likely the paper with catch on one side first or the back or front.
You need to now swivel the build plate a bit to keep it even and then keep stepping down. Eventually you should get to the point where the paper can be pulled out with some force but can’t be pushed back in. The resistance should also be evenly distributed side to side and front to back.
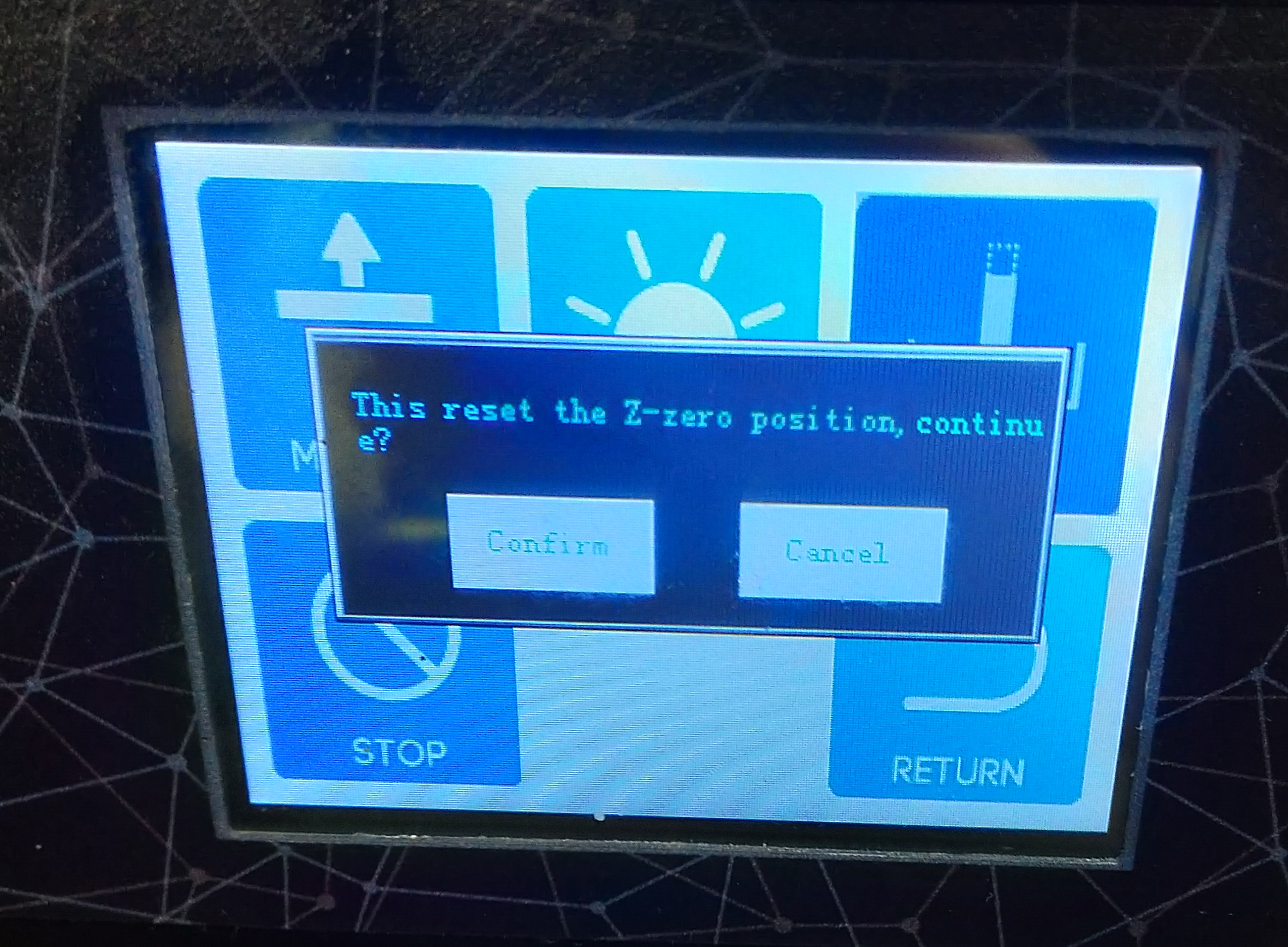
Once you have everything where you want it, hold the build plate firmly and tighten the hex screw. Now you must set the Z=0 to your current position.
Hold the build plate firmly in place and tighten the hex screw being careful not to strip it
If you did everything right then your build plate is now level and you can step the Z height up enough to reinstall the vat. Bring the build plate back to the home height and add resin. Be careful not to fill above the screws and keep in mind the first layer will be a bit lower at the Z=0 height.
Press the Z=0 zero icon to set the new bottom height Select Confirm to overwrite the previous Z=0 position
Slicing And Supports
Slicing is very important to get right when using a DLP printer, specifically in regards to supports. With an FDM printer you might try to print over a short gap without supports but with DLP that won’t work. If there is nothing supporting the subsequent layer then either it will cure to the FEP and then detach and float off, or more likely it’ll cure to the FEP and then stay fixed, blocking that location from further building until it attaches to something.
I’ve got some examples of minis that I tried to print without enough support and the elbows and capes did not print right. These failures were due to there being nothing to support the lowest point of that feature and where rectified once proper support was added.
Chitubox for a figurine with auto support settings, notice low points are not always supported. This print will fail around the base of the robes and the katana
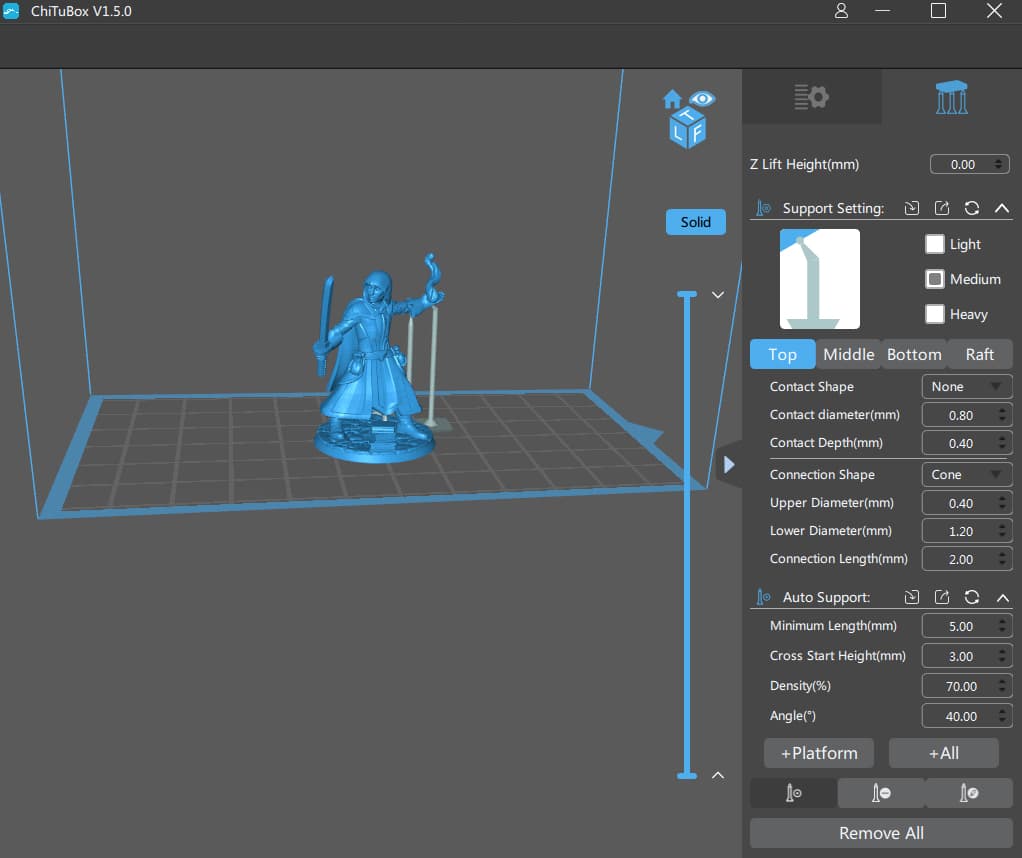
Both the Photon slicer and Chitubox slicer have an auto support option. It is an okay starting point but don’t rely on it. Flip your view to the bottom and look at the low points and if there are supports present, if not add some manually.
For the most part I’ve found medium and heavy supports are needed for most features. I only use light supports when it is something like the chin of a figure where there are a lot of fine features to deal with.
With Chitubox you can save your project which is great for when you need to go back and just adjust a few supports. Get in the habit of doing this.
The other consideration for DLP printing is that your print is physically pulled off the FEP when the build plate moves upwards. This means that the forces holding your print to the build plate need to be greater than the force holding it to the FEP and gravity combined. Roughly this means that the bottom layer of your print should be the largest solid layer in your file.
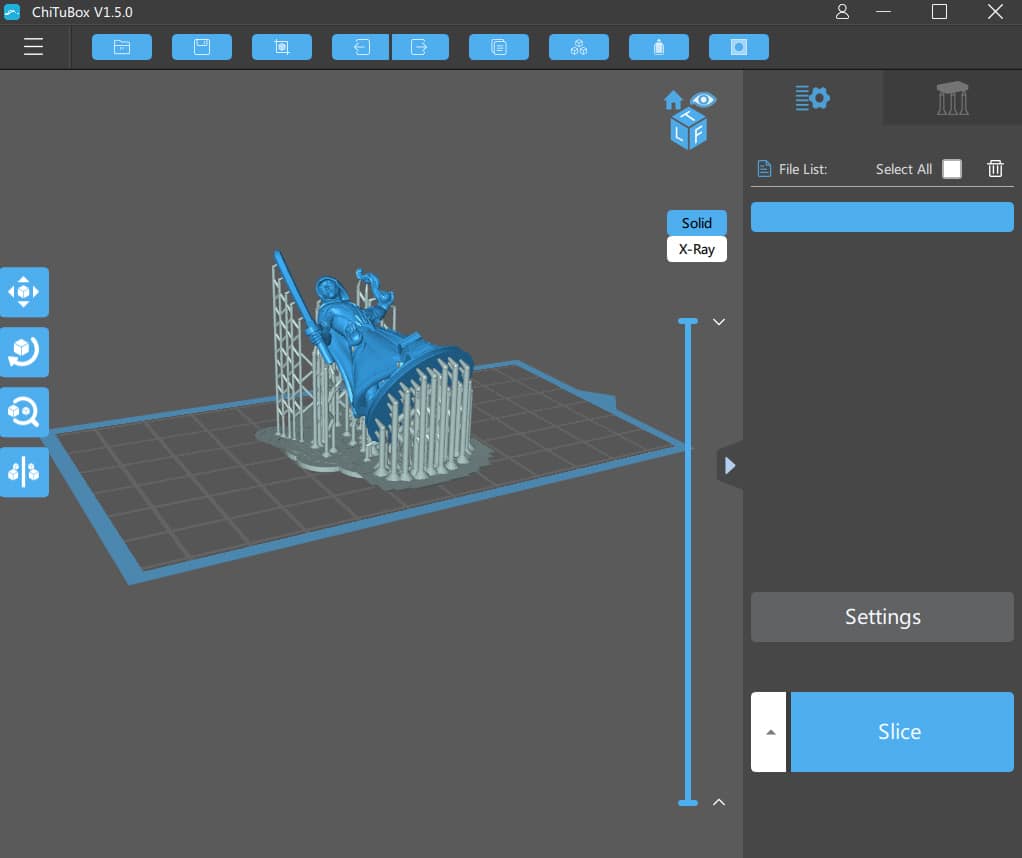
Orientation can be one way to solve this, another can be to use a raft below your print that is oversized and then connect your print to the raft with a bunch of supports.
The same figurine as above but oriented differently and printed elevated from the build plate with significantly more supports and a raft to guarantee adherence
You should also get the photon file validator from the Photonsters github group. Once sliced you load your file in and check it for islands without support.
At that point you can either go back and reslice or if it’s just a few stay pixels you can make subtle alterations within the validator. It is an invaluable tool for the Photon and you need to go download it now. In addition they maintain a Google Sheets file with suggesting settings for a variety of resins.
Photon file validator showing layers with unsupported islands

Print Quality
So this information is all well and good but how does the printer actually print? Surprisingly well for a sub $400 dollar machine. I’ve been having a good time designing dungeons and dragons minis at Heroforge and then printing them on the Photon.
In addition I have created some very detailed game token holders for the board game, Arkham Horror.
My custom gate token holders for Arkham Horror board game

I’m a big fan of Brandon Sanderson’s Stormlight Archive series so I drew up a shield with the Radiant logo and printed that as well. My daughter wanted a Star Wars themed room so I made some custom fan pulls for her. I think Mass Effect is one of the best games ever made, I absolutely needed a set of Commander Shepard’s dog tags on my desk.
Fan pulls on the build plate Fan pulls and Stormlight shield ready for curing Fan pulls curing, Siraya Blu resin really glows under UV light Stormlight shield curing Fan pulls painted and handing (rebels are the light and imperials are the fan) Stormlight shield finished and painted Command Shepard’s dog tags framed and ready for my desk







There is a great Millenium Falcon model on Thingiverse which is already hollowed and holed to allow for conserving resin which I printed. Sadly the ship didn’t print right as it was the first longer print I did and I mistakenly decided to set it up before heading to work. There was not enough resin in the vat to print the entire model so I got to watch it fail through my webcam.
For larger prints you’ll likely need to return to the printer and top up the resin once the build plate has risen above the vat. The detail on the ship is pretty impressive though and it kind of looks like Han crashed it into my desk.
The table my printer is on is slightly sloped so you can see how it failed at an angle due to the resin running out on the left side first

This X-Wing model from Thingiverse is a great example of a model that needs to be printed in pieces and then assembled.
X-Wing parts on the build plate X-Wing parts in UV curing chamber X-Wing model fully assembled and primed (Sorry haven’t painted this yet)



I quickly used up the 500ml of translucent green resin that came with the printer and ordered a 1L bottle of the Anycubic clear resin, which I found can be printed with the same curing times. One complaint I have about the Anycubic resins is that they are a bit brittle, feeling almost glass-like. A little research pointed me to Siraya Blu resin which is marketed as a “tough” resin which seems to mean that it’s actually a little more flexible when cured.
I’m still working on dialing in the ideal curing settings for it but so far I’ve been pretty happy with it and I think it’ll become my new standard.
Post Printing Processing
Now maybe it is because I work in an industrial laboratory but I don’t find the post processing all that tiresome. I’ve read a lot of reviews where people complain about the post processing and it just doesn’t phase me. It isn’t as immediately gratifying as popping an FDM print off the build plate and setting it on your desk but I think the results warrant the extra effort.
You’ll need to wash your prints in isopropyl alcohol (IPA), I use a two bath approach where I wash in dirty IPA first to get most of the uncured resin off and then move to a cleaner bath. Once the first bath becomes too dirty I discard it, rotate the other to the dirty position, and then start a new clean bath.
The Photon test cube in alcohol

If isopropyl Alcohol (IPA) is too expensive or in short supply in your area there is an alternative for cleaning your prints. I wrote an article about utilizing an ultrasonic cleaner and a degreaser (Mean Green) to clean my prints.
After washing your parts you should let them fully dry before placing in your curing chamber. Curing times are going to vary greatly based on the resin and the shape of the item. If you are using a translucent resin, especially a clear one, the longer your cure the more yellow the color will become. A good rule of thumb is 15-30 minutes per side.
Test cube ready for curing Test cube curing


Maintenance
So after 12 weeks with this printer and a few bottles of resin I still don’t have much to say about maintenance. Leveling of the build plate and cleaning of the resin vat are fairly simple and they don’t take me particularly long to do anymore. My FEP film is still in good condition and hasn’t started to show the cloudiness that indicates it must be replaced.
I think so long as you are careful about what you put in contact with the FEP it should last a while. The printer came with 2 spares so I hope I’m not going to need to look into buying new film anytime soon. Whenever I do need to replace it I’ll update this article with details.
If the Z-axis motor makes a squealing noise when it is moving you should add a little grease to it, again a pretty standard procedure for that type of system. I’m told the UV lamp and LCD screen both have a limited life and will need to be replaced periodically, hence the 3 month warranty on those parts vs 1 year on everything else.
Improvements and Upgrades
So you have your Photon. You’ve mastered leveling the print bed. Adding supports and slicing your files is second nature to you. An army of miniatures are creeping across your desktop. What next? I have a few suggestions for you.
This funnel is a great print on an FDM printer to use either with the paint strainers or with a stainless steel mesh.
You don’t want to empty to resin vat all the time but don’t like leaving it exposed? No problem, try out this printable vat cover.
If the printing smell is really getting to you then you can print this adapter for the back of the printer to allow for venting the fan.
There is a new beta firmware available from Anycubic for the Photon that allows for turning on anti-aliasing when printing. AA will basically blur the edges of your layers and create smoother transitions but at the cost of detail. If you install this and start using it I suggest setting AA to 2 or 4 at the max.
Summary
The Anycubic Photon is one of the best resin 3D printers under $400. The limitations on the Photon are pretty much the same for every small DLP printer. You could of course trade up to a Formlabs Form 3 SLA printer which has a much larger build plate, a scraping mechanism to more easily release from the FEP, and autofills the resin vat from a reservoir. Of course the Form 3 is 10x the price of the Photon so one would expect as much.
Anycubic has also released the Photon S which has some additional rails to help support the Z axis, a nicer touchscreen, and an upgraded UV light source. The Photon S case is made of plastic in place of the Photon’s metal case so it feels a little bit cheaper. If you have any experience with the Photon or questions about it please let us know in the comments.


