

Welcome to Part 2 of RaveRobot’s Voron 2.4 build diary. In this post we will discuss assembly of the frame.
Intro
The first step for building a Voron is to construct the frame of the printer. Assembly of the frame is a critical step. Take your time and do it right. Tearing the printer down to the frame to replace a single misaligned extrusion is not something anyone in their right mind would want to do.
Materials and Preparation
You need a flat, and I mean very flat, surface to work on. A wooden table or workbench isn’t ideal so let’s see what else might exist around the house. If you have a granite, quartz, or marble countertop that will likely be the flattest thing in your house. If you have a concrete slab of a foundation that may work as well.
You can also consider calling up some companies that sell countertops and see if they have any damaged pieces you can buy at a discount and put that on your workbench. Luckily for my my kitchen has a very large island with a nice granite top so I’ll be using that.

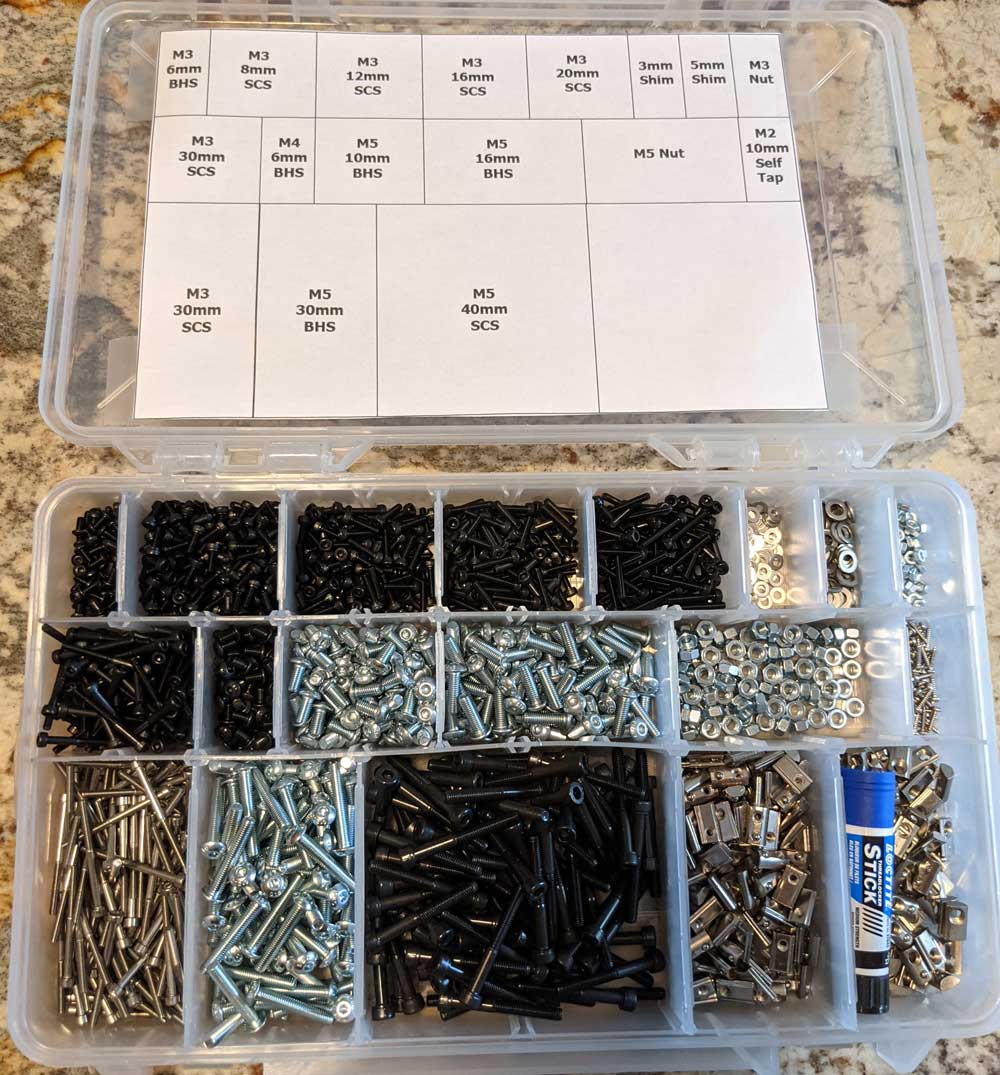
Vorons are built from aluminum extrusions. These are cheap, easy to source, and they are very easy to attach parts to. The V2.4 calls for flush cut extrusions with some tapped at the ends and others with pre-drilled holes. I purchased an LDO frame kit from PrintedSolid for my build as it was convenient and I was able to get a nice red anodized frame.

You will need to use blue threadlocker for all the bolts in the frame. You want this thing to be sturdy, square, and to hold up under high vibrations. Blue (or medium strength) threadlocker is the ideal as it can be broken without heat if you do need to disassemble it. Red (or high strength) threadlocker will require a heat gun, which will just be a nightmare.




The linear rails which the gantry will ride up and down on in the Z-axis should be prepared prior to assembly as well. Linear rails often ship with oil on them to protect them but this shouldn’t be confused with lubricant. The bearings in linear rails are meant to be packed with grease so we’ll want to clean out this oil and then replace it with grease. The easiest way to do this is to submerge the rails in 90% isopropyl alcohol and then let them soak for a few hours or run them through a cycle or two in a ultrasonicator bath.
Once that is done, dry them off and then use the grease port to inject grease (Mobile EP-1) into the carriage with a syringe. If your rails don’t have grease ports then you can just inject the grease onto the rail in the groove and then move it back and forth, repeating the application as necessary, until everything is properly greased.
Building the Frame
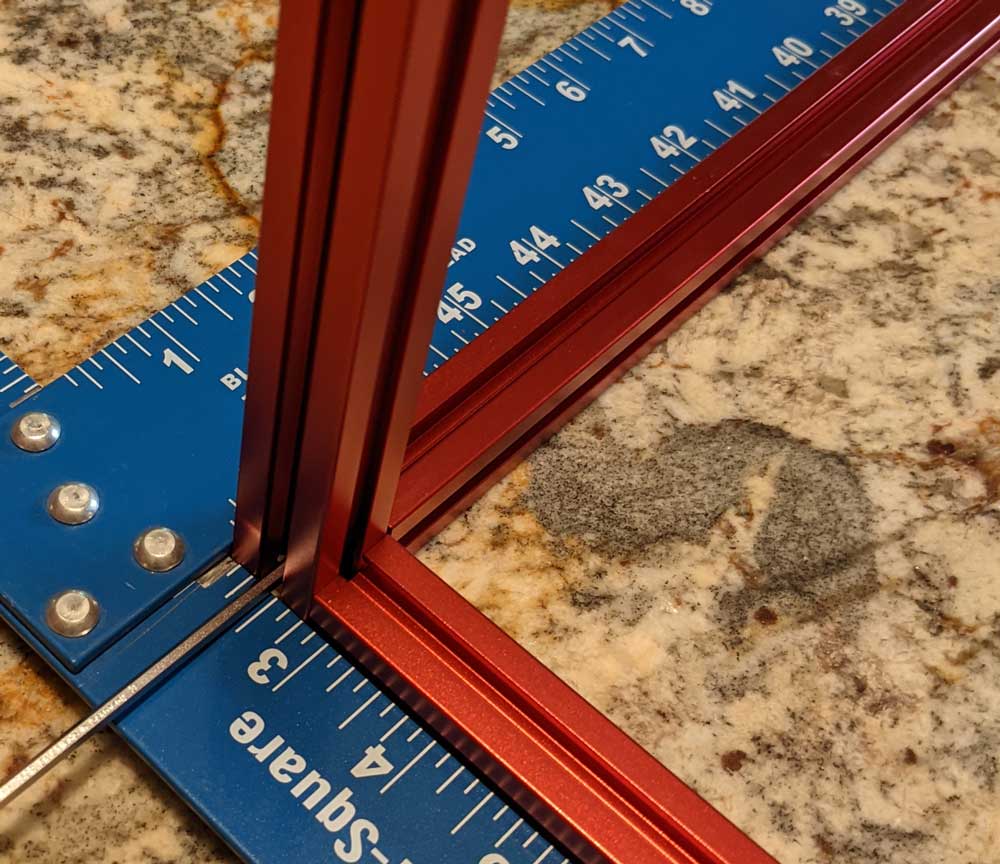

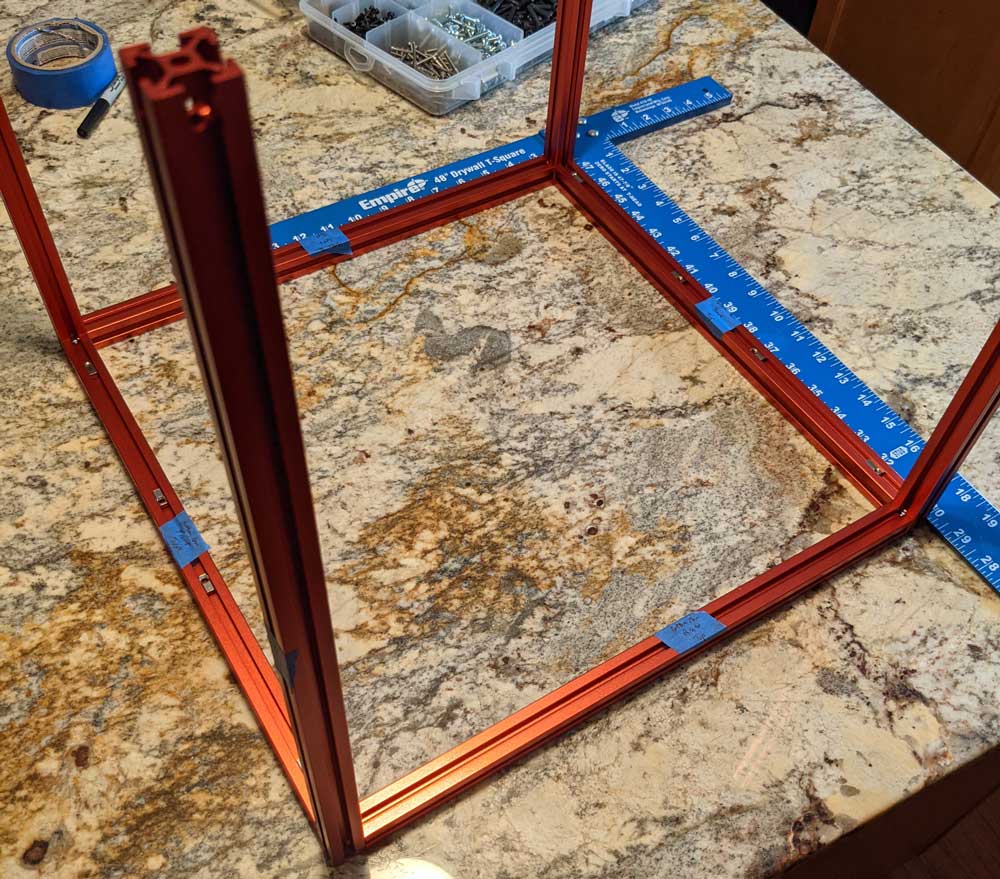



Align the frame extrusions as directed in the build manual. If your bolts have oil on them (black or mild steel bolts will definitely have this, stainless steel might) then you need to clean it off the threads first. Apply your threadlocker and then carefully square up the ends and screw it together. Sometimes it can help to leave the final turn until a few more extrusions are attached to square them to each other. The use of a square tool that can fit the inside of the frame is suggested here and can really help. Once your frame is fully together then while you threadlocker is still setting you can use a tape measure to measure it corner to corner on each side. The measurements for each side of the frame should match. If they do, then congrats, you have a square frame. If they don’t adjust as needed until everything is at 90 degree angles to each other.



The linear rails should be attached to the four vertical extrusions with the carriages facing each other front to back. It is important to leave about a 3mm gap between the bottom of the rail and the extrusion so the printed covers will fit later. The printed rail alignment tools are great to make sure your rails are centered and then you just screw them to the frame with the t-nuts. Threadlocker shouldn’t be required on the t-nuts but some people apply threadlocker to any metal to metal fitting. You do not need a bolt in every hole, every other one will suffice to hold everything firmly.
Make sure when attaching the rails that you have something on the end of each rail so the carriage cannot slide off. You can print a little end block and attach it to the frame with a t-nut or use plugs to fit into the screw holes in the rail. Worst case scenario, you can tighten a zip tie around the rail and frame after it’s secure to prevent the carriage from coming loose as you flip the frame around a bunch later on in assembly. Once this is complete, set your frame somewhere safe and let the threadlocker set overnight.


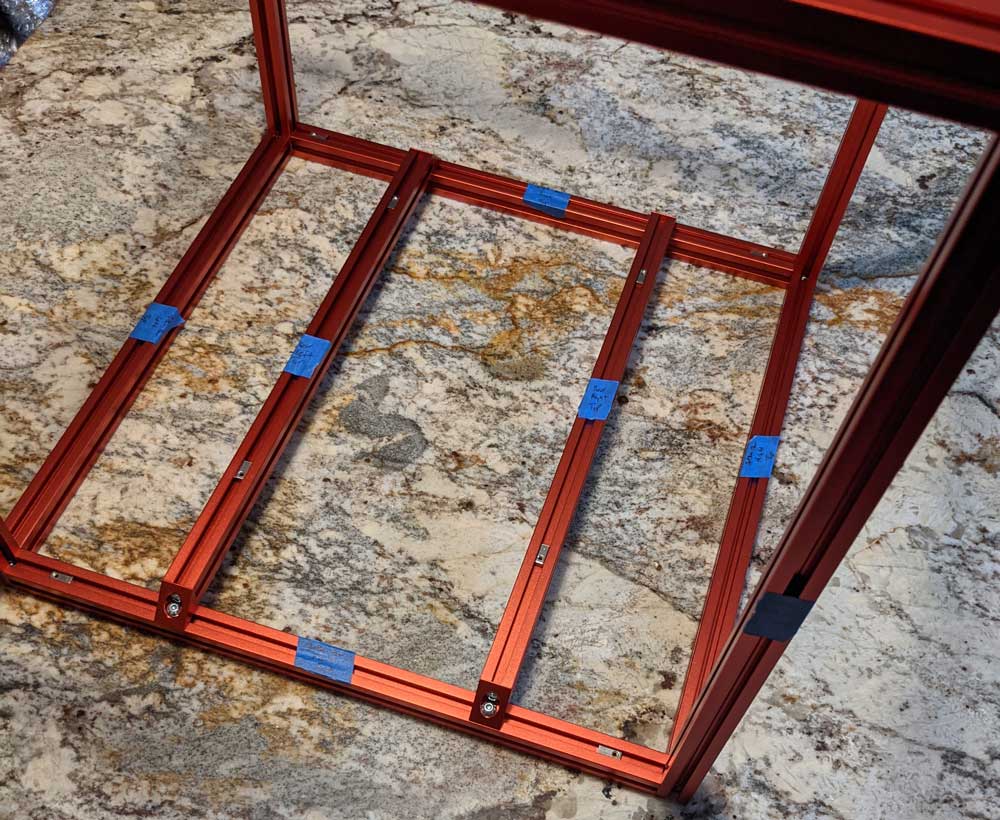
The last part of the frame to install will be the DIN rails and the bottom panel. The rails will be attached to the bed extrusions so you will want to attach them to the frame now as well. You will need to move these bed extrusions later so don’t threadlock this part yet. That will come once the bed is installed far later. The DIN rails will be used to mount your electronic components below the printer later on as well. Right now we are just sandwiching the bottom panel of the printer between the bed extrusions and the DIN rails. The BoM calls for corrugated plastic (coroplast) but I have opted to use an aluminum composite panel kit from PrintedSolid instead as they look nicer, are stronger, and won’t warp in the high heat of a Voron.
Voron Build Diary Guide
- 1 – Sourcing Your Parts
- 2 – Building the Frame
- 3 – Assembling the Z-Motion System
- 4 – Assembly and Installation of the X/Y Gantry
- 5 – The Afterburner Direct Drive Extruder
- 6 – Wiring and Electronics
- 7 – Klipper Firmware Installation and Test Flight
- 8 – Printer Tuning and Finishing Touches (Coming Soon)


