

Welcome to Part 4 of RaveRobot’s Voron 2.4 build diary. In this post we will discuss assembly of the floating X/Y gantry
Intro
We’ve completed the frame and Z motion system in my previous posts. Now it is time to assemble the floating gantry, arguably the most unique component of the Voron V2.4. I am going to leave the Afterburner toolhead for later as getting the gantry ready for the toolhead seems like a good break point.
Materials and Preparation
There are a number of printed parts here that need heat set inserts added. I prefer to do all my prep for the steps in advance so I’m going to do my heat sets for the front X/Y idlers and the AB motor assemblies now. As before use a soldering iron with suitable tip and apply gentle pressure to melt the insert into the ABS plastic. I will also be filing any mating surfaces of parts as previously described prior to assembly.

Front X/Y Idler Assembly
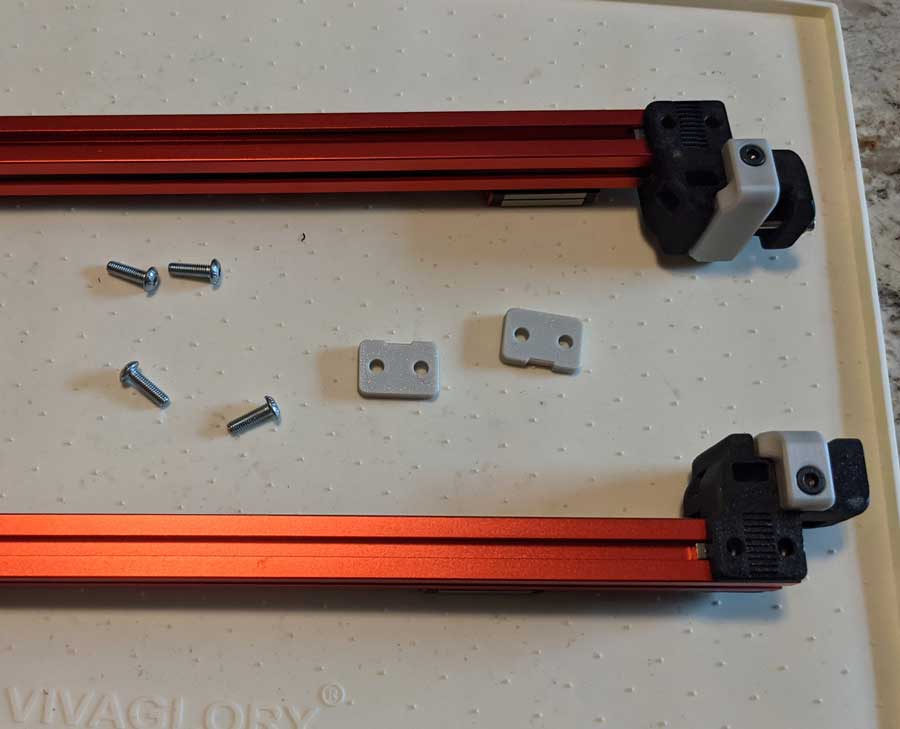
The front idlers are fairly simple to assemble, and some of the steps I do there, such as using bearing stacks as smooth idlers, are going to be repeated a lot throughout this section. The bearing stack for the front idlers is an M5 shim, two F695 bearings, and a final M5 shim mounted to a screw. For the two front idlers we’ll need: four M5 shims, four F695 flanged bearings, two M3 washers, two M5x40 bolts, two M5 nuts, and two M3x40 bolts.


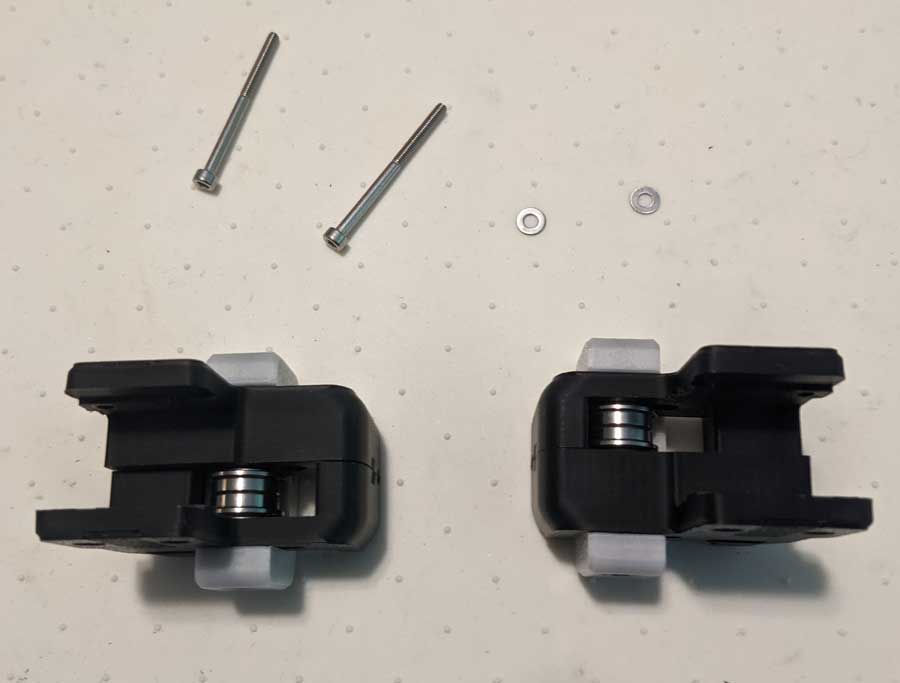
Assembly starts with making a bearing stack and capturing it inside the idler housing with one of the M5 bolts through the center and an M5 nut on the other side locking it all in place. The M3 washer and bolt will screw into the heatset in the accent part of the idler and this will be used for tensioning of the X/Y belts later on. You will need two front idlers, mirror images of each other, pay attention to which parts go together and line things up ahead of time.


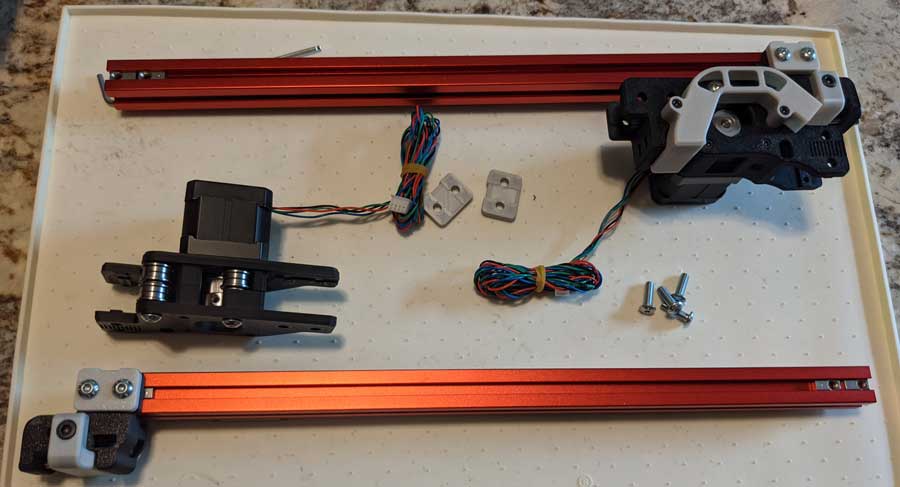
AA/B Motor Mount Assembly
The A/B motor mounts will attach the motors to the floating gantry extrusions as well and contain the idlers for routing the belts around the printer. The A and B mounts are not identical or mirror images but they are similar in assembly. It helps to lay out all the parts you will need for one mount ahead of time and test fit everything together to ensure you have not mixed up parts.
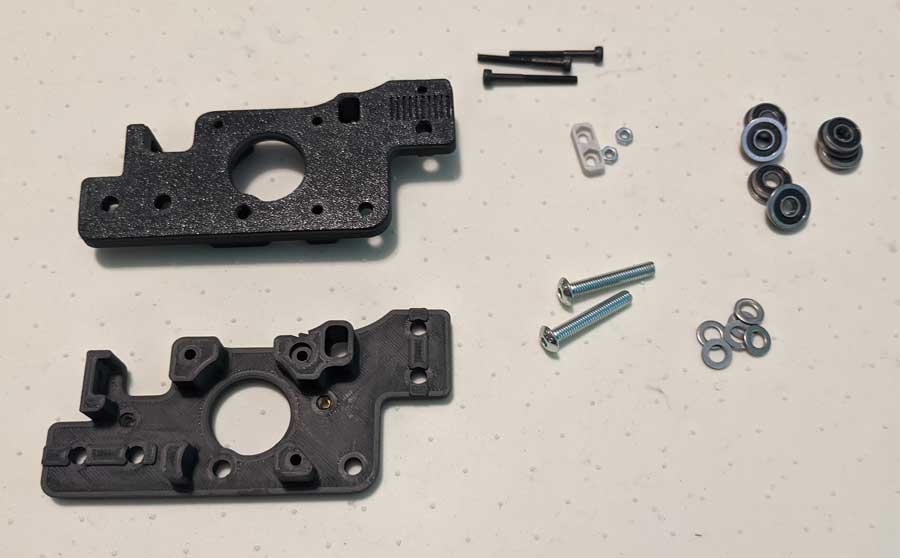

The A/B mounts will have multiple bearing stacks and toothed idlers in them. You can choose to replace the toothed idlers in these mounts with another bearing stack if you wish. As the belts will not be under such significant tension that deforming the toothed side on a smooth idler should not be a problem and multiple Voron owners have reported that the small bearings in the toothed idlers are prone to failure, I have chosen to take this approach and will not be using toothed idlers on my gantry, however I did use them on the Z motion system from last time.



Each mount will require a single and a dual bearing stack using M5 x 30mm bolts. There will be two M5 shims next to each other in the dual stacks as each bearing stack still has its own M5 shim on each side. The top and bottom plates of the bearing stacks will be held together with M3 x 30mm bolts which will screw directly into the motors.. The A drive will also need an accent piece with two M3 nuts set into it for mounting the chain but it is best not to try and attach it yet as nothing will hold it in place until the drag chains are attached.


The A and B motors will each need a GT2 20 Toothed pulley which will be upside down on one of them. As with all pulleys on the Voron threadlock compound will be used on the grub screws when they are tightened down but I found it is best to do that when running the belts as you will likely need to adjust the pulley position on the motor shaft a bit then. On the A drive there is an accent colored wire cover which bolts into the set set inserts in the top with two M3 x 12mm bolts, this can be set aside as well and done when the wires are run.
Gantry Assembly
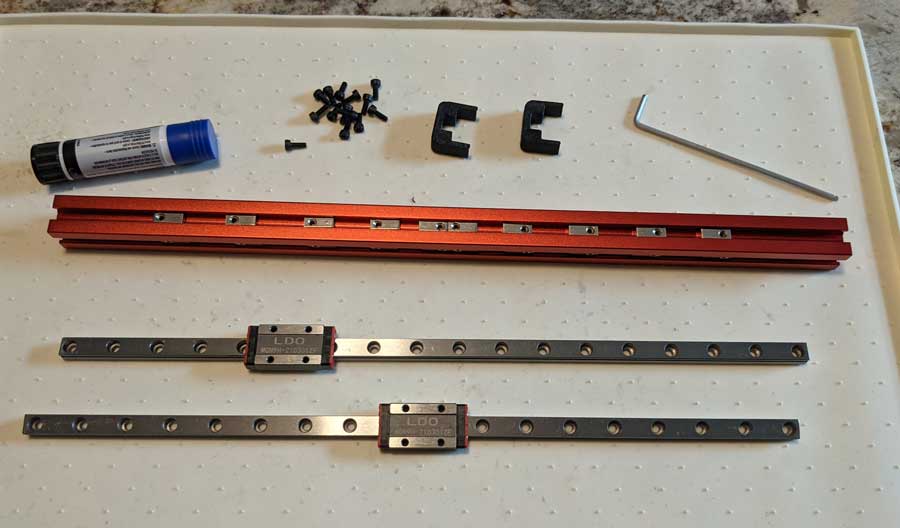
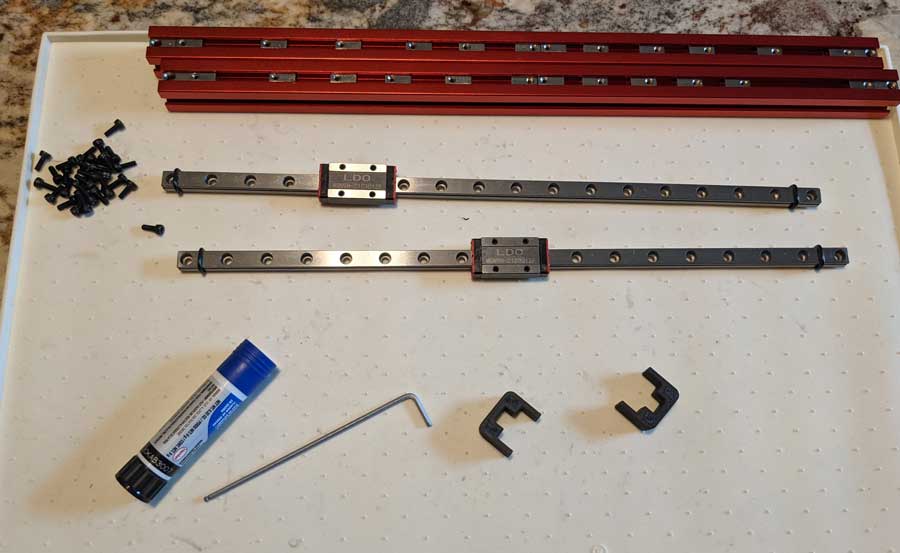
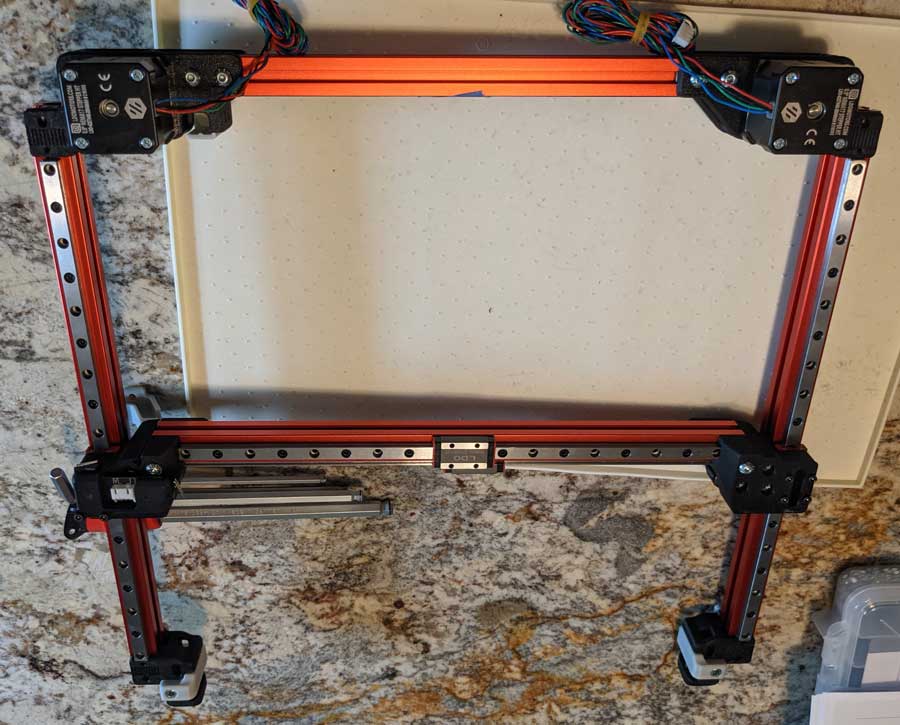
With the idlers and motor mounts complete it is now time to begin gantry assembly. I’ll start with the center extrusion which has two linear rails mounted to it for the toolhead. As with the vertical extrusions you’ll use the rail installation guide to align things and attach the rails to the extrusion with T-nuts and M3 x 8mm bolts. One rail goes on the front and one on the bottom of the extrusion, the bottom one will not be tightened down yet as it will be aligned using the tool head carriage later on.
The X/Y joint assemblies will be next as these attach on either side of the center extrusion. These consist of a printed top and bottom and a single bearing stack and toothed idler or two bearing stacks. The bearing stacks/idlers are attached with M5 x 40mm bolts which connect to three M5 nuts. Both joints attach to the center extrusion with two M5 x 10mm and one M5 x 30mm bolts into T-nuts. The right joint also holds the X/Y endstop switches and a wire guide but I’ll add all that on later.




The left and right extrusions of the gantry will each need a linear rail on the bottom, mounted in the same way. The left and right idlers will attach to the front of the extrusions with the printed belt clips, M5 x 16mm bolts, and T-nuts and they must be mounted flush with the end. Similarly the A/B motor mounts will be attached to the rear of these extrusions with the printed belt clips, two M5 x 16mm bolts, and T-nuts.

With the left and right of the gantry done they are joined with the final remaining extrusion. The rear brace extrusion is attached to the A/B mounts with four M5 x 10mm bolts on each side and T-nuts. The X/Y joints of the center extrusion are attached to the linear rails of the left and right gantry with four M3 x 16mm bolts on the left and two M3 x 16mm bolts, two M3 x 30mm bolts, and the endstop pod on the right side. I used a microswitch PCB for my endstops so it was just a single part bolted to the pod, if you are using individual microswitches there will be a bit of wiring to do here but you can always take this off and do that later if you want.



Belting the Z Drives
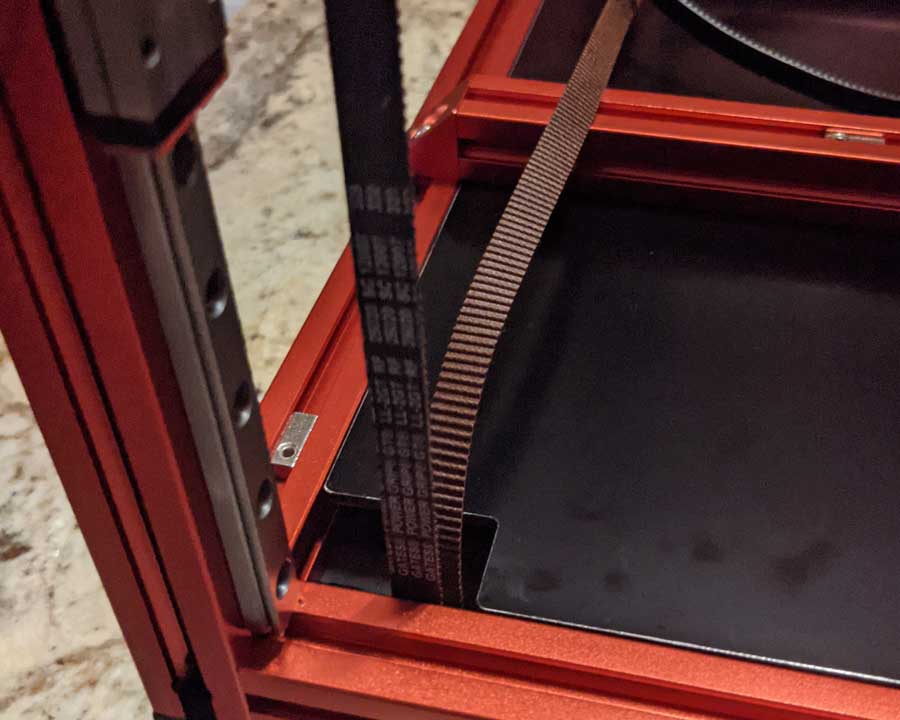
The X/Y floating gantry floats in the printer attached at the four corners by the Z axis belts. The easiest way to attach the belts is going to be to have the gantry already floating in space. I accomplished this by using a few large zip ties to loosely connect the gantry to the top extrusions while I ran my belts.

Let’s talk about belts and belt tension for a second. It is going to be very important that all your belts are tensioned equally if you want optimal movement on this printer. The easiest way to ensure equal tension is to start with belts of the same length. Don’t just go measuring with a tape measure and cutting though. When I say equal length what I really mean is an equal number of teeth.
A trick to cutting belts is to run one belt the length you need (plus some extra) and then cut it. Now take that belt and mesh it with your uncut belt with the teeth facing each other until they are the same length. Now you cut the belt, keeping in mind that one side will have one more tooth then the other depending on how they are facing. Do this four time and you now have four identical belts and things are going to be much smoother later for you.
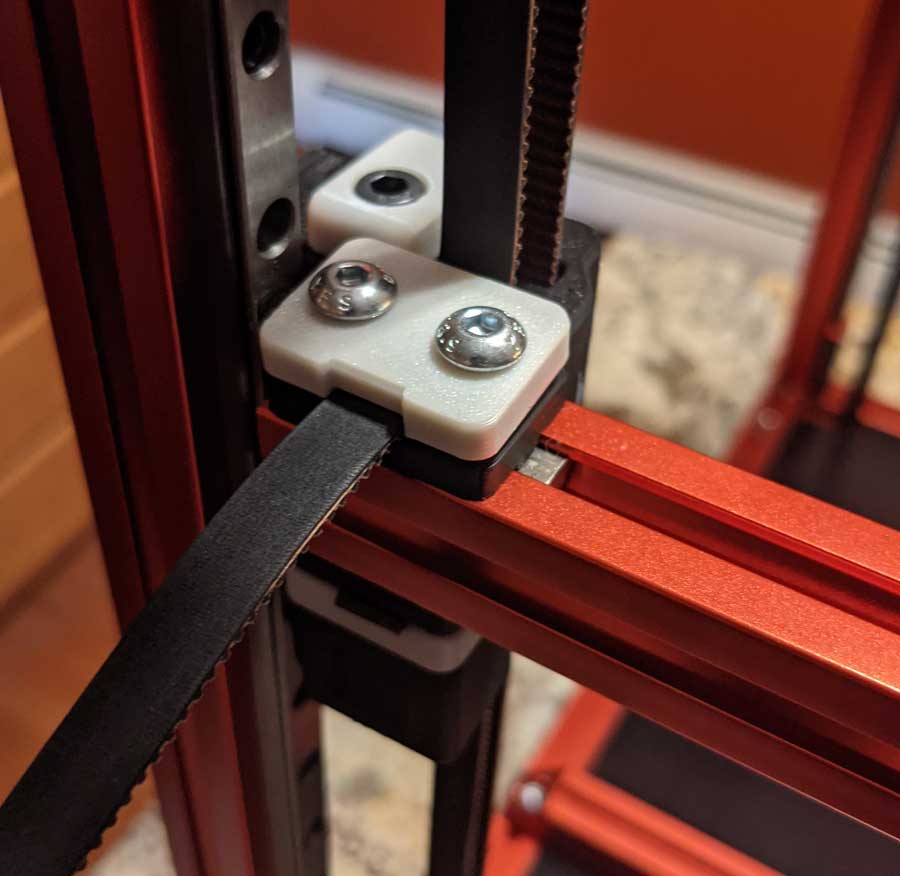
The final assembly needed for this section will be the Z joints. For each corner you will need a single joint consisting of a few printed parts, one M5 nut, one M5 x 30mm, one M5 x 40mm, and one M3 x 30mm bolt. Insert the M5 nut into the printed part and insert the two 30mm bolts from the bottom up through the part and the belt clip. Gently sand the curved top part of the bottom joint piece and apply just a small amount of SuperLube or other PTFE grease to it.


Bolt the lubed joint piece to one of the z-rail carriages with four M3 x 20mm bolts. Attach the top portion of the joint, with a flush cut belt sandwiched between, to the underside of the gantry with T-nuts. Once all four joints have been prepped as such then attach the bottom and the top joint for each corner with an M5 x 40mm bolt up into the M5 nut that was inserted earlier. Don’t tighten this all up too much yet, this is a joint and it’s designed to flex as the belts are run and tightened.




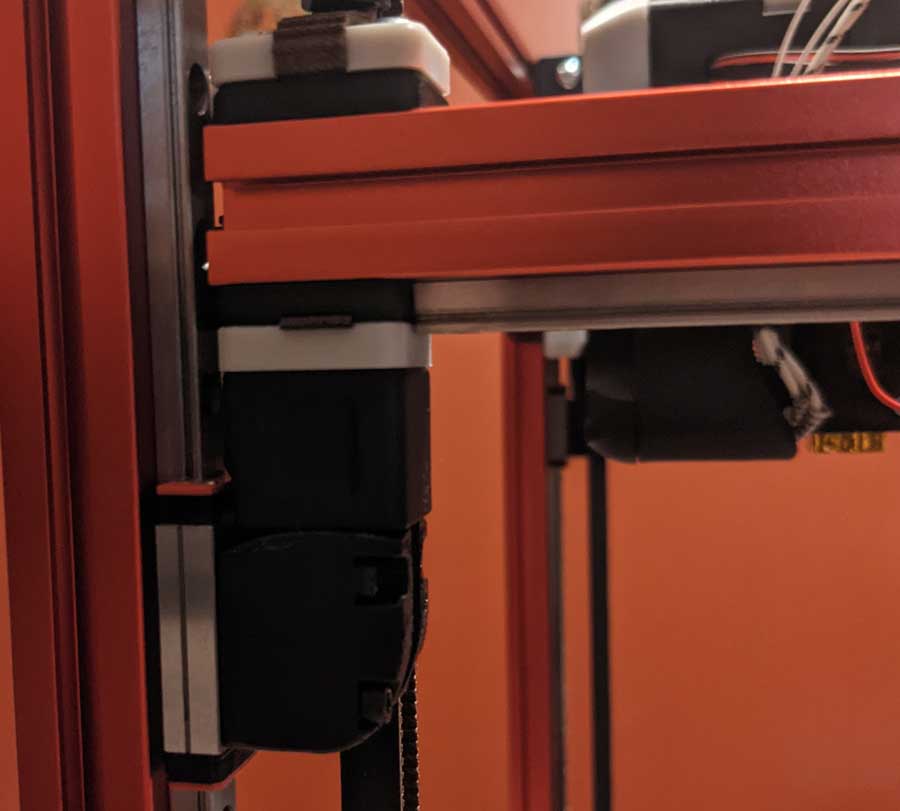
Run one of the belts down around the Z motor pulley, back up to and around the Z idler, and then back down to the top of the gantry. Loosen the bolts holding the belt clip in place and pull the belt through and tighten them just enough to prevent the belt from slipping. You should have cut your belts to have more length than needed and there should be a fairly significant amount of extra just hanging loose.




If you matched the tooth count of the belts and you started the bottom of each belt flush then you can now make sure that there are an equal number of teeth exposed on each corner. Pull each belt through the belt clip until they feel fairly taught and the number of teeth outside the belt clip is the same, then tighten the belt clips down. If the excess belt is way too long then cut off some of the end, make sure to keep the tooth count the same incase you need to unbelt later. Ideally you want to leave about 2 inches of exposed belt.
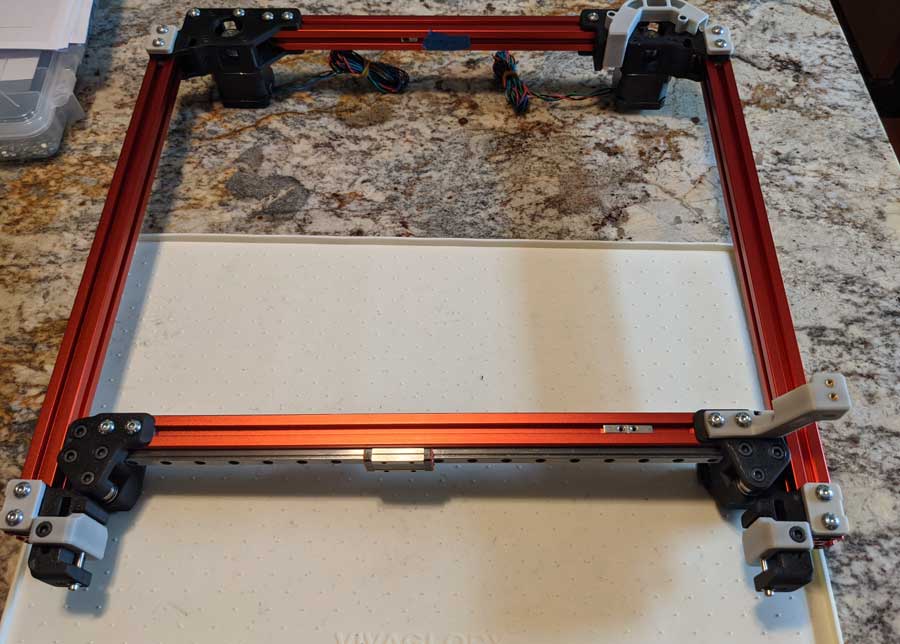
And that’s it the gantry and Z belts are done and this thing should really be starting to look like a printer, with one major noticeable part missing. Next time I’ll be assembling the toolhead and mounting that to the gantry to complete the motion and extrusion systems.
Voron Build Diary Guide
- 1 – Sourcing Your Parts
- 2 – Building the Frame
- 3 – Assembling the Z-Motion System
- 4 – Assembly and Installation of the X/Y Gantry
- 5 – The Afterburner Direct Drive Extruder
- 6 – Wiring and Electronics
- 7 – Klipper Firmware Installation and Test Flight
- 8 – Printer Tuning and Finishing Touches (Coming Soon)


