

Welcome to Part 5 of RaveRobot’s Voron 2.4 build diary. In this post we will discuss assembly of the Afterburner direct drive toolhead
Afterburner Intro
The Afterburner toolhead of a Voron printer consists of a few major parts. The Clockwork, a direct drive extruder, the hotend and fan assembly, and the mounting carriage for the linear rails. The clockwork is possibly the most precision printed part on a Voron and this will be a spot where you’ll see if your printed parts are up to the tight tolerances or if you have a bit more tuning to go on your old printer. In theory you could assemble portions of this at any time during the build but I’ve elected to do everything as it gets attached to the printer.
Materials and Preparation
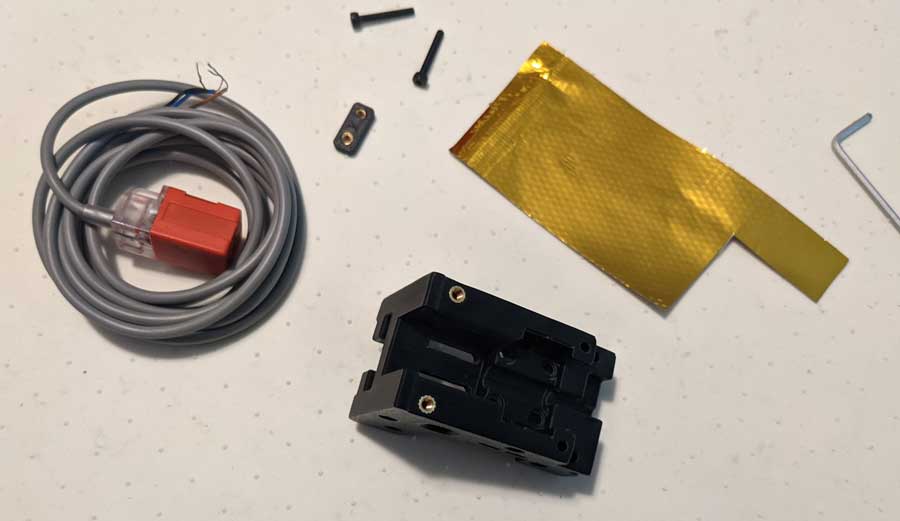
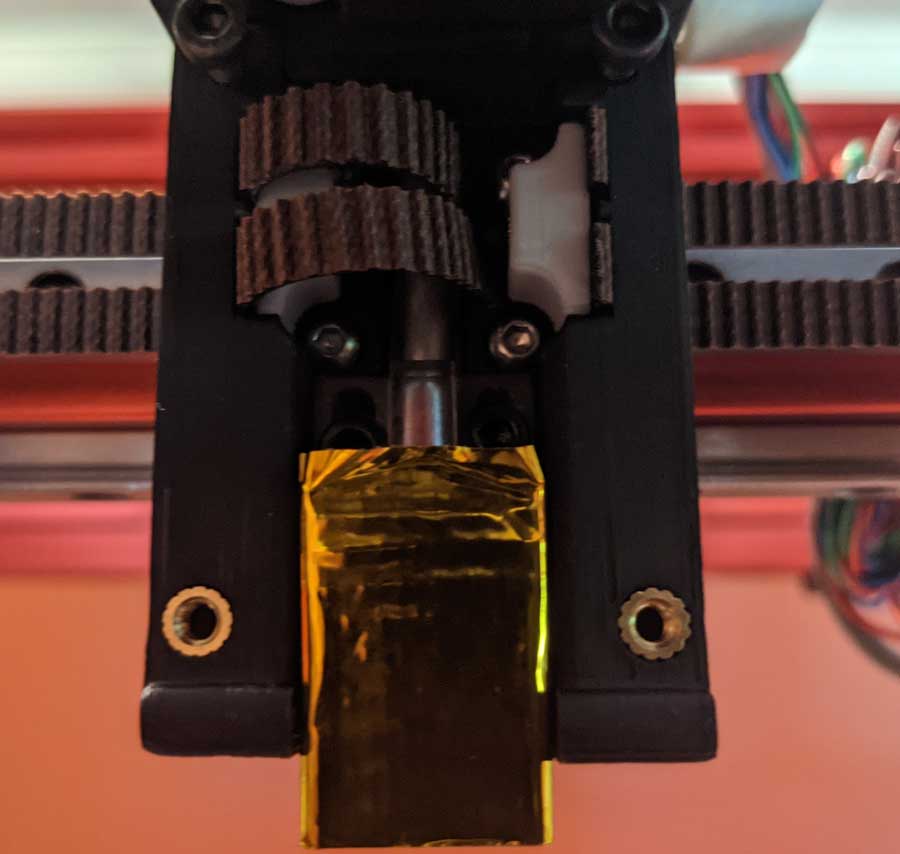
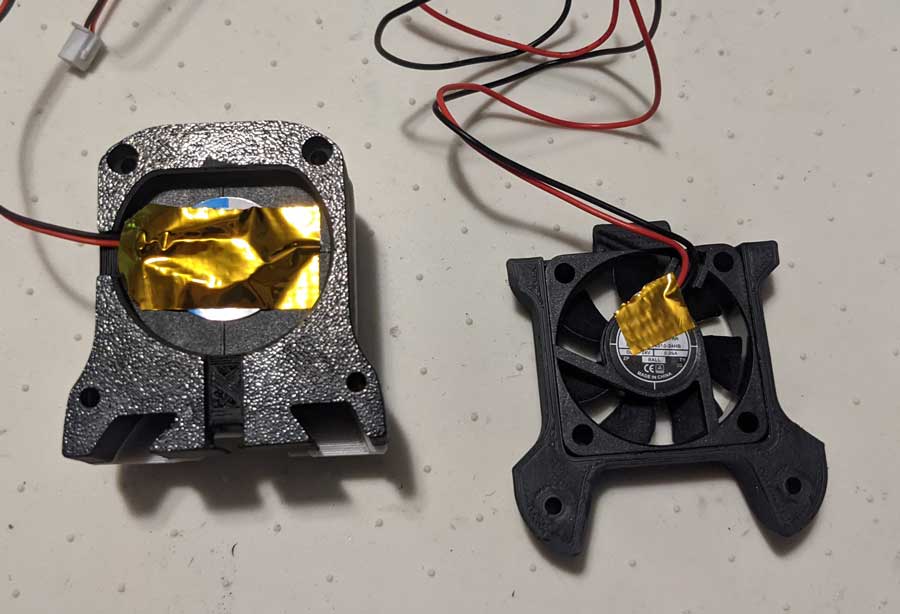
As before there are a number of parts which require heat set inserts for this section and prepping them all in advance would be a wise choice. I’ve covered this a few times so I’m just going to start with all my heat sets done for the carriage, afterburner, and clockwork. I am also going to wrap my inductive probe in a heat barrier to protect it as it will be in close proximity to the heater block.

My online research pointed me to a heat reflective tape called Reflect-A-Gold which has excellent thermal properties. The step to wrap the probe is optional but there are countless images on Discord of melted probes as the housing plastic is often swapped and the probe will have a lot of radiant heat from the heat block hitting it. I have seen a lot of people suggest Kapton tape for this and honestly I don’t think that makes sense.
Kapton is a heat resistant tape sure, but it is not thermally insulating, it is electrically insulating. Kapton is used in electronics to prevent shorts, the heat resistance is just to make sure the tape itself doesn’t degrade. Reflect-A-Gold is used in automobile engine bays and is designed to survive high heat conditions and protect the items it is wrapping.
X Carriage Assembly
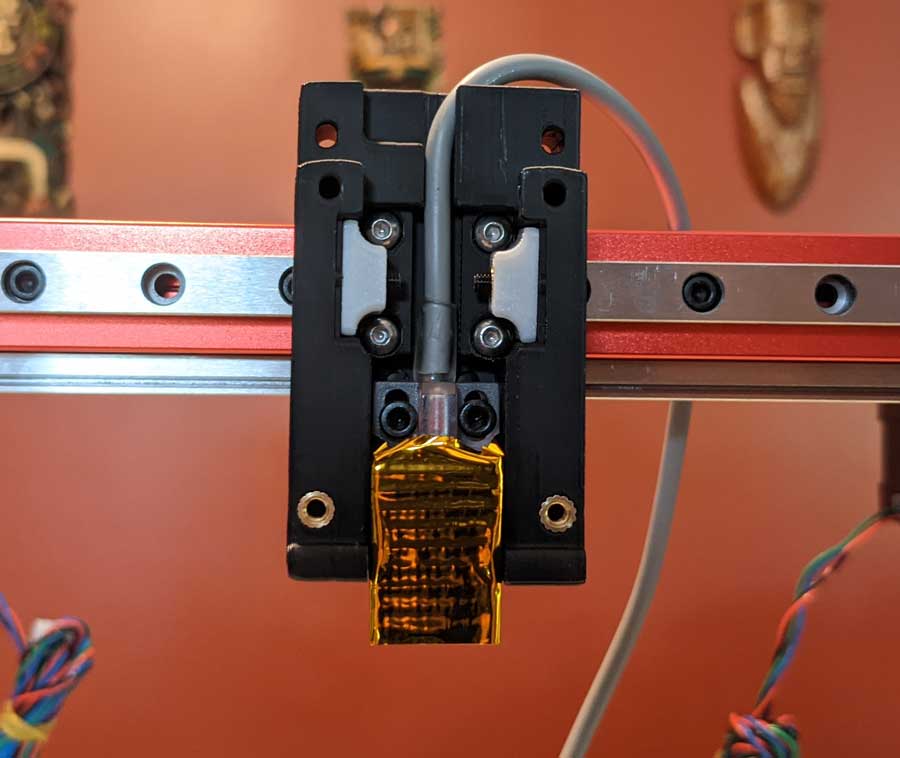
The left and right sections of the carriage will bolt to each other with two M3 x 30mm bolts into heat set inserts. The inductive probe mounts inside the carriage with the wire following the guide up and out of the way (we’ll cut it shorter later, for now don’t worry about it). The probe is bolted to the carriage with two M3 x 20mm bolts which attach to the small printed mounting plate with two heat set inserts set into it. Inside the carriage two small belt clips will be attached with their heat sets and two M3 x 12mm bolts.




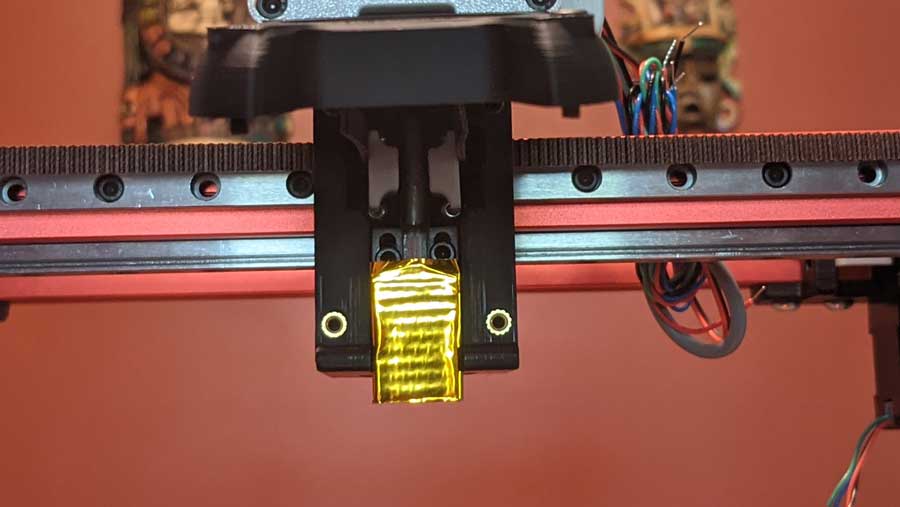
Mounting the carriage to the front linear rail carriage is done with four M3 x 8mm bolts, it should slide freely on this axis. Underneath the extrusion the carriage pivot block is prepped with and M3 nut and an M3 x 20mm bolt attaching the pivot block to the carriage. The pivot block can now be bloated to the bottom linear rail carriage with an additional four M3 x 8mm bolts. These bolts should not be tightened down fully yet as they need to be loose for the rail alignment.


A and B Belt Routing
The exact length of the belt you will need here varies with your printer. In general the easiest way to find the required length is to bull some belt off the spool and route it through the printer. Once you have the length, plus some spare, remove the belt and do the same tooth counting trick from the Z belts. Now with two identical A and B belts these can be run through the printer from the carriage, through the A/B motor assemblies, a front idler, and back to the carriage.
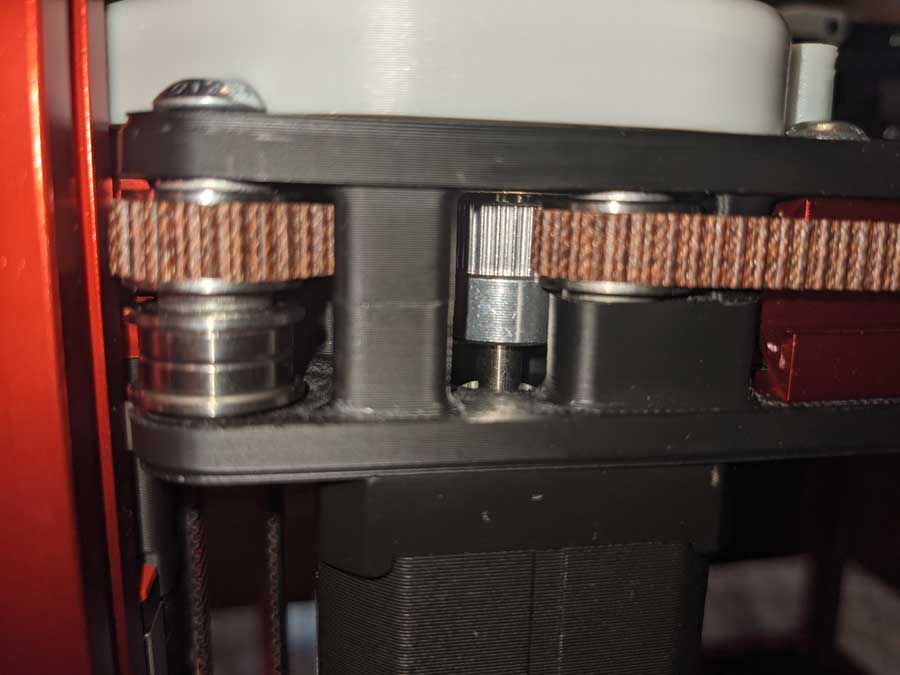

When running the belts I didn’t worry about tightness, just that they stayed put. If you haven’t adjusted the pulleys on the motors this is a good time to line them up with the belts and then tighten them down with threadlock compound. To tighten the belts make sure the same number of teeth are exposed on one side of each belt. Pull the other side tight until the desired tension (fine tuning will happen using the idlers) and then lock it down. Count the exposed teeth on this belt and then for the other belt do the same thing, making sure the tooth count matches.
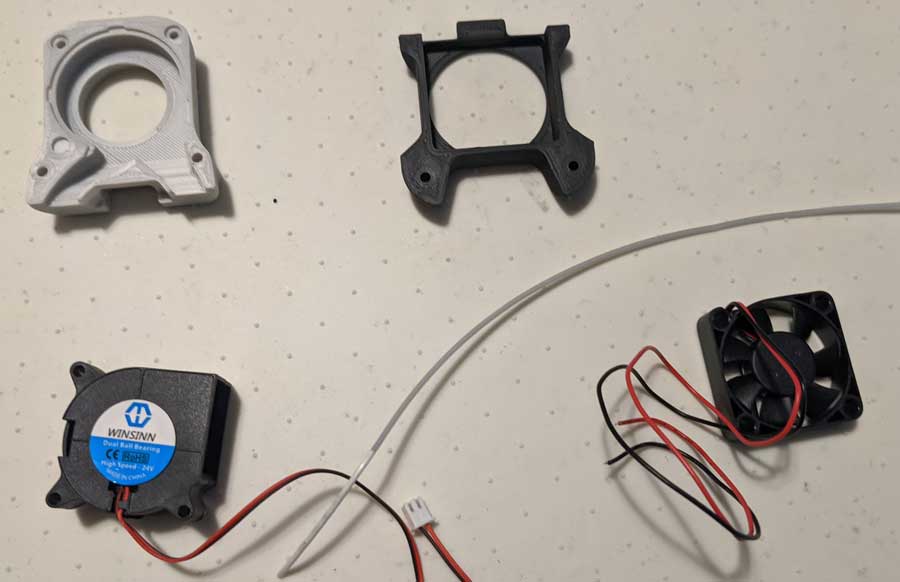
Afterburner Hot End Fan Housing
Attach your hotend of choice, a Phaetus Dragon ST in my case, to the printed mounts. For the Dragon this is a rigid mounting using screws which prevents the hotend rotating. For something like an E3D V6 it will be a groove mount and the hotend will be able to rotate in the housing. The front and the back of the hotend fan housing should screw into each other with M3 x 16mm and M3 x 40mm bolts into heat set inserts.


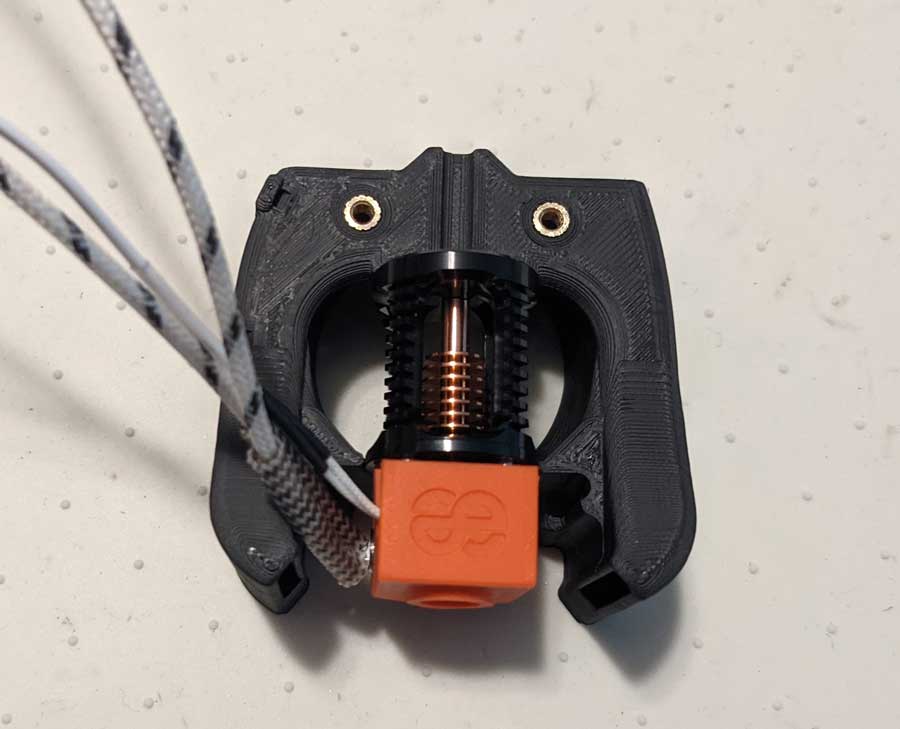
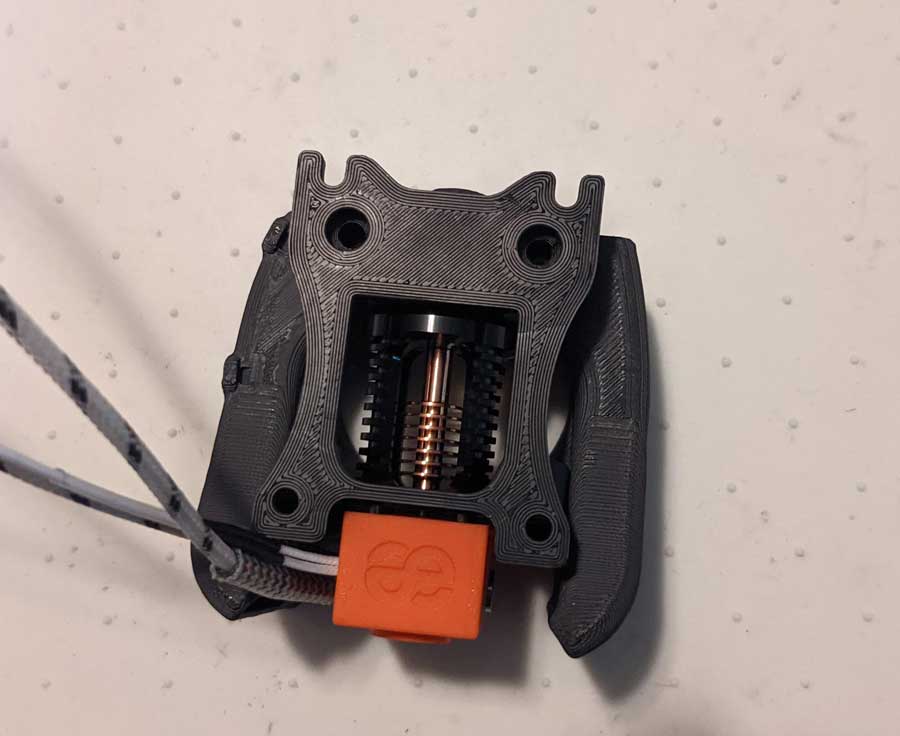

There are a bunch of different hot end fan ducts currently available as user mods. Modifying cooling on a 3D printer is one of the most common mods so this isn’t surprising. For this build I’m using a stock afterburner part but I have plans to upgrade this to the AB-BN mod which uses a larger fan which in theory should be better for PLA printing. A PTFE tube is required to be cut and inserted into the hotend, exact length varies based on the hotend.

Screw two M3 x 16mm bolts into the carriage from earlier. These attach directly into the plastic, not a heat set, and they are meant as indexing pins not really structural components. Test fit that the hotend housing can index properly and snap in and out of the carriage then set it aside.
Afterburner Clockwork Extruder
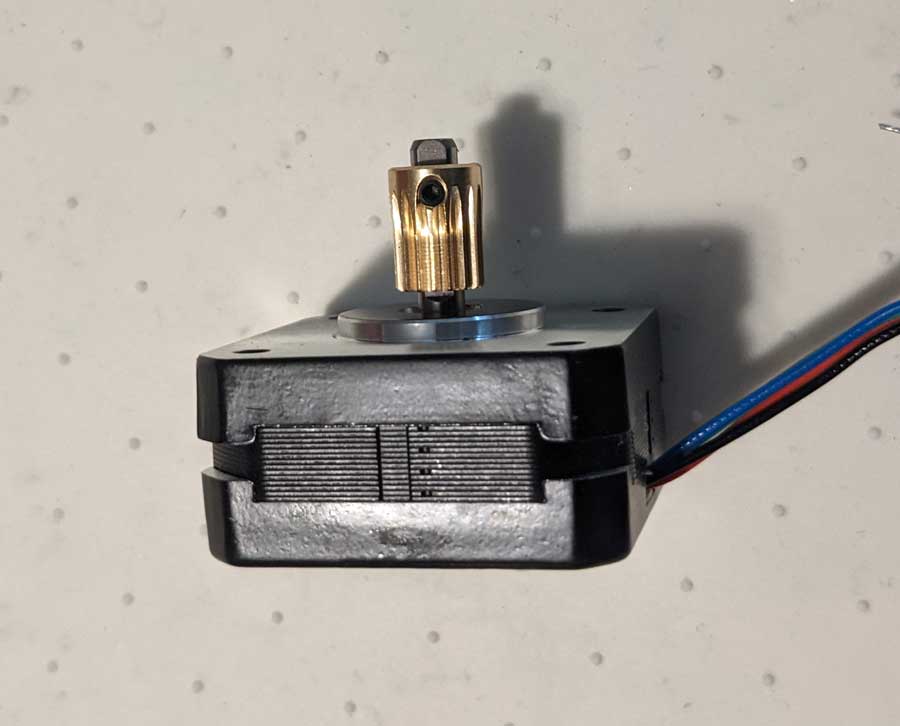
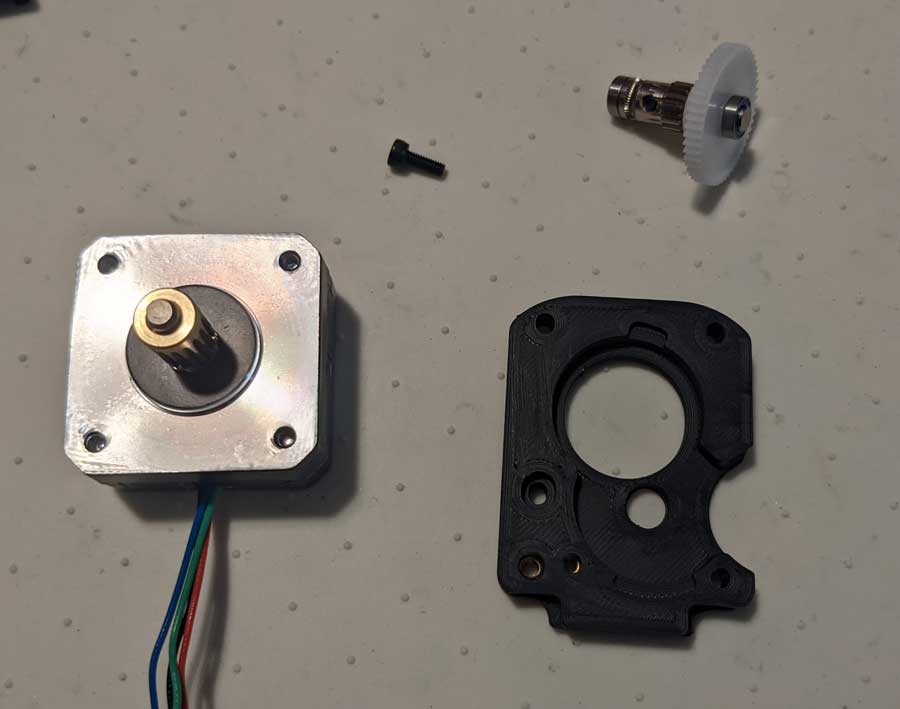
The clockwork extruder uses a set of BMG gears and a small pancake stepper motor. The assembly here can need a bit of adjusting and if your printed parts are not near perfect you may need to do a bit of filing and tweaking to get everything fitting together snuggly while still moving as it should.

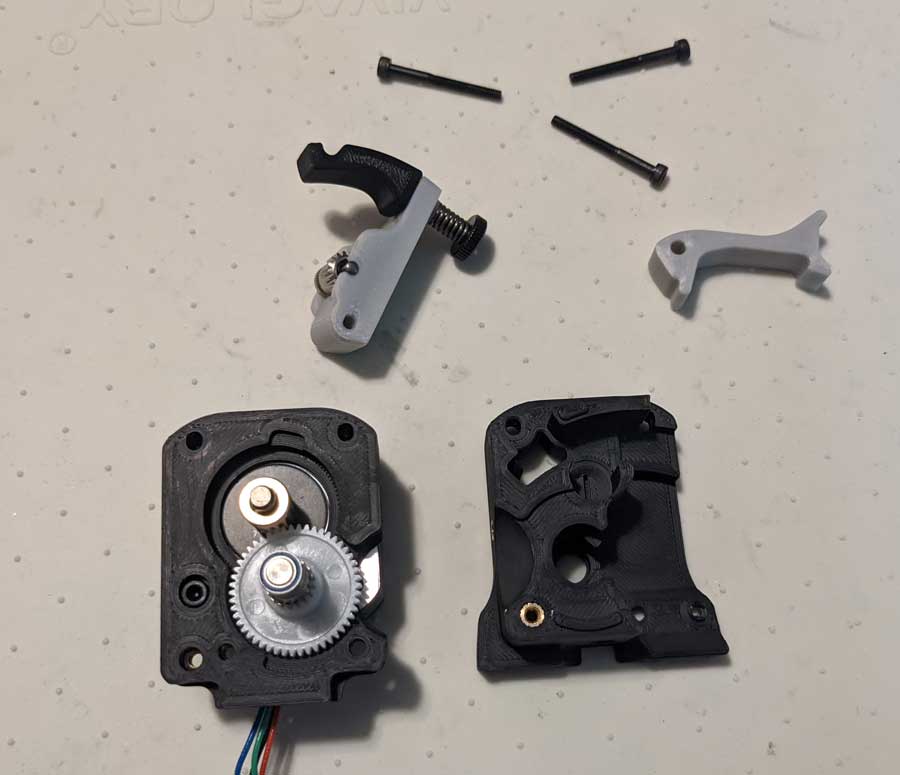
First off we’ll start by assembling the extruder latch and inserting the extruder idler gear and tension knob. This latching mechanism is very satisfying to use once the printer is ready to go with a nice click into place to let you know the gears are engaged. Snapping it open lets you freely move the filament in or out so it makes filament swaps a breeze.


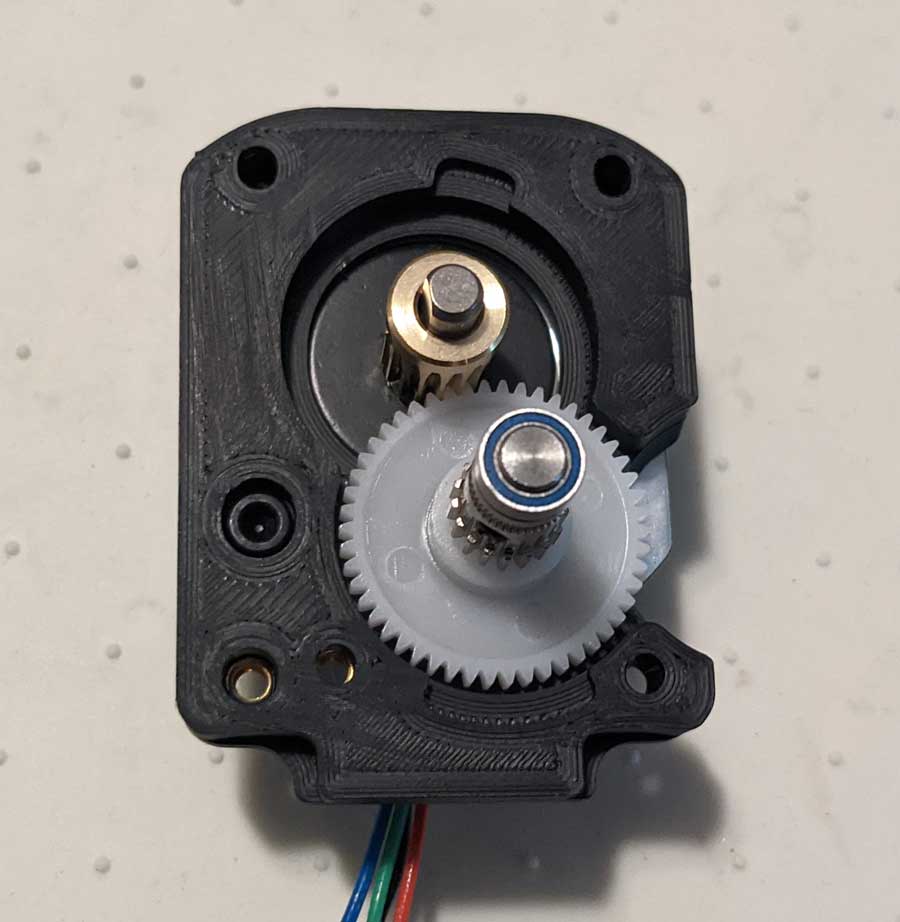
Next we need to get the stepper motor gear installed and mount it to the backplate. The large plastic gear will also need MR85 bearings for each end and the MG gear will go on the shaft here. The M3 x 8mm screw that attaches the backplate to the motor can be used to adjust the engagement of the motor and large plastic gear. You want them firmly meshed and running smoothly but with just a tiny amount of backlash. Use a piece of filament to align the filament path and once happy don’t forget threadlock compound on the gears.


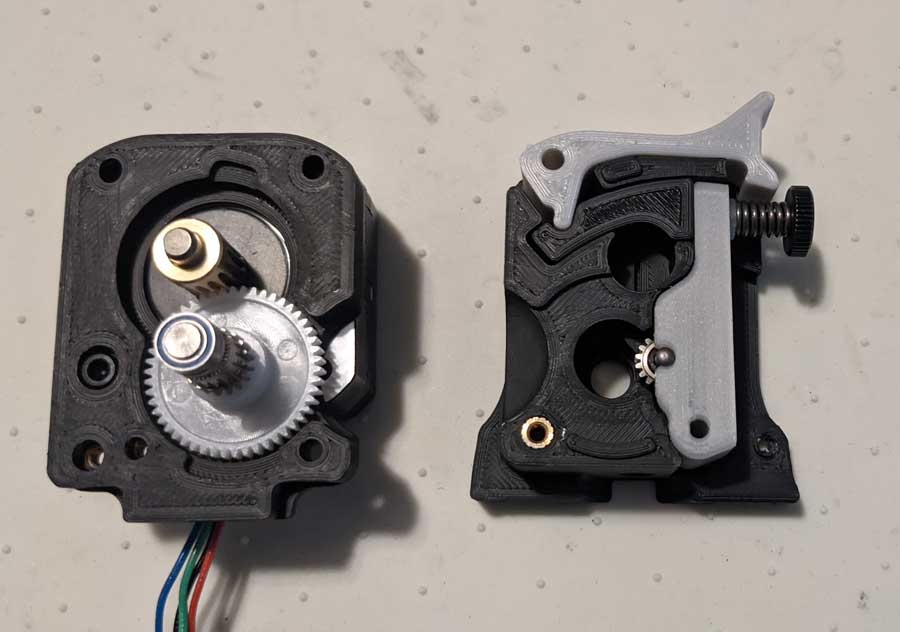
To attach the front clockwork housing we’ll use three M3 x 30mm screws and we need to make sure that the latching lever and idler arm are in place first. Getting all these parts to fit together and work right can be a bit tricky, especially if your printer tolerances for the parts are not great. The bearings also must fully seat into the printed part so if things are not closing up make sure they are all the way in.

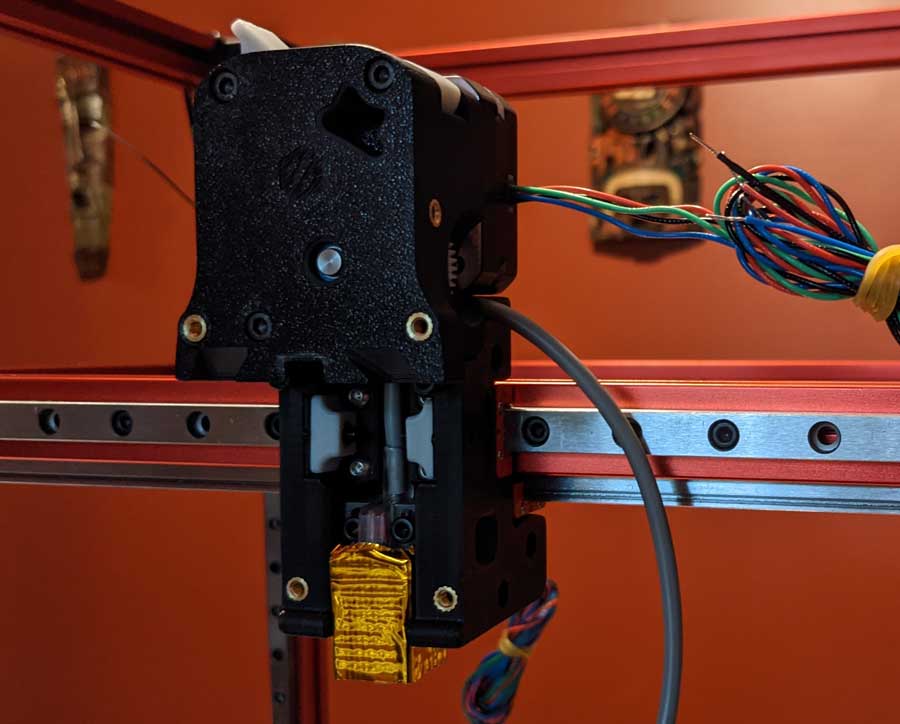
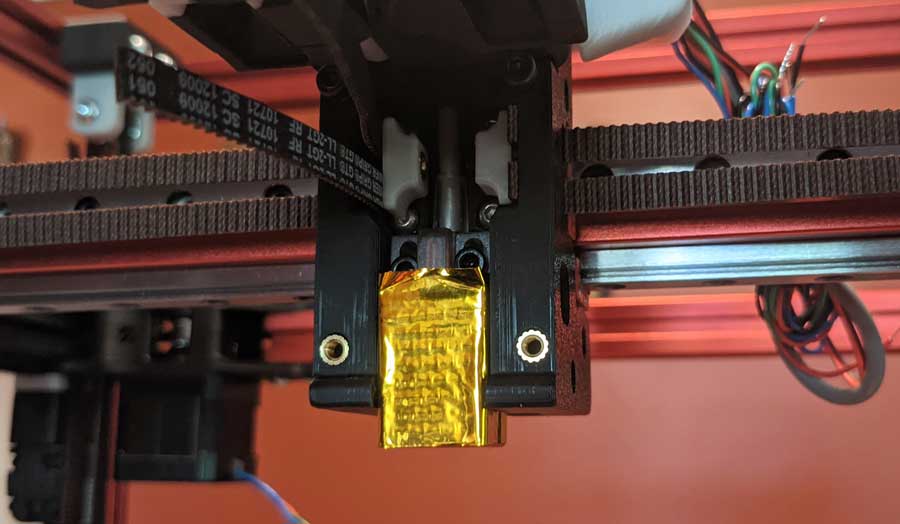
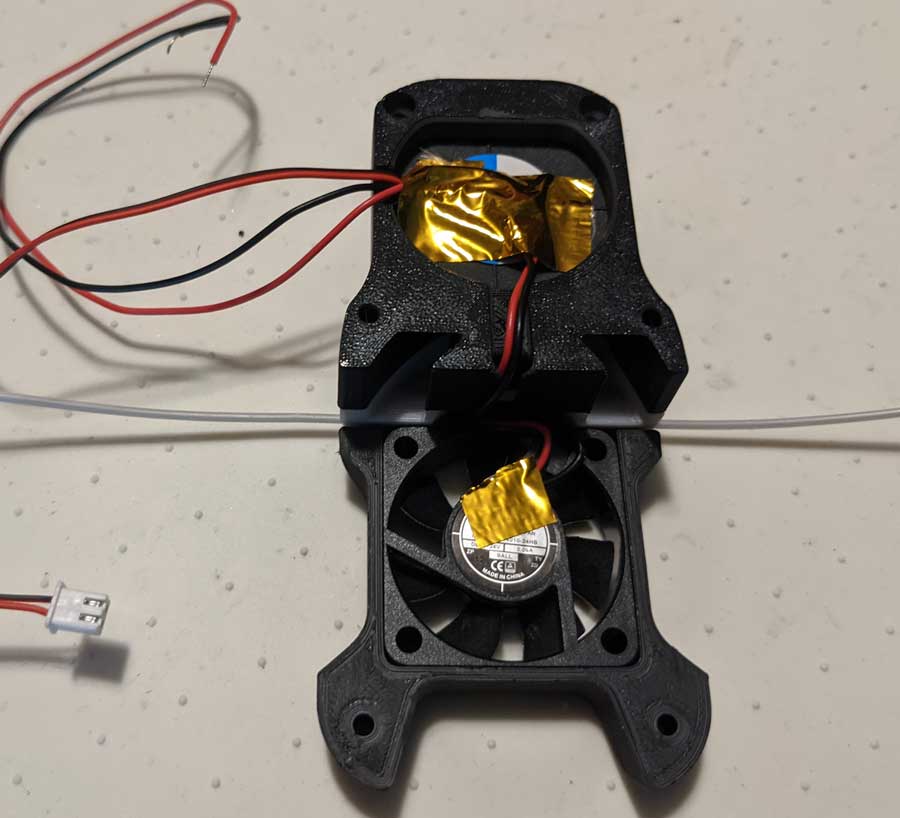
Bolt the clockwork extruder to the X carriage with and M3 x 30mm and M3 x 20mm screw. Attach the fan housing to the clockwork extruder with two M3 x 30mm screws. Remove two of the screws from the back of the extruder motor and then attach the cable chain mount in that location with two M3 x 20mm screws. Finally flip up the hotend fan, snap in the hotend housing, then flip it down and secure with two M2 x 12mm screws.

That’s it! This is really starting to look like a printer now. Next time wiring and electrical bits!
Voron Build Diary Guide
- 1 – Sourcing Your Parts
- 2 – Building the Frame
- 3 – Assembling the Z-Motion System
- 4 – Assembly and Installation of the X/Y Gantry
- 5 – The Afterburner Direct Drive Extruder
- 6 – Wiring and Electronics
- 7 – Klipper Firmware Installation and Test Flight
- 8 – Printer Tuning and Finishing Touches (Coming Soon)


